Re: Печатаем на СПринтере
Добавлено: 07 янв 2024, 14:27
Квалифицированная помощь по вопросам 3D печати и постройки своего 3D принтера. Обращайтесь :)
https://3deshnik.ru/forum/
На второй серии фоток видно, что шаблон заполнения у Вас стоит "зигзаг" (на чётных слоях в одном направлении, на нечётных - в другом). В таком режиме поток заполнения надо увеличивать до 130-150%.
Честно скажу, не знаю. У меня ничего похожего даже близко не получалось. ) Подозреваю, что не в столе дело, а в подаче пластика. Такое впечатление, что его раза в полтора больше положенного давится. Откалибруйте линейкой подачу пластика на экструдере. Подайте через менюшку экрана 100 мм прутка и измерьте линейкой вылезший хвост. Ещё проверьте, затянуты ли шкивы на моторах XY. Убедитесь, что трубка боудена упирается в сопло хотенда, а шестерёнка экструдера не пилит пластик и не проскальзывает.
Не надо гонять по Z быстрее 15-20.
Кстати, такая же проблема с дрожанием стола при парковке (скорость 15мм/с), но у меня валы на Z пришли просаженные на 0.05 мм (прямо чувствуется люфт) и смазка подшипников эту ситуацию только усугубила. Сейчас жду новые уже хромированные валы и буду промывать подшипники. Из-за этого еще и стол приходится подкручивать при каждой печати. Но что интересно, таких горизонтальных полос не наблюдается. Думаю вообще перенести валы по краям стола рядом с ремнями, а на освободившееся место запихать катушку с пластиком.
Насколько я понимаю физику процесса, перенос валов в точку приложения подъёма напрочь убьёт идею опоры на 4 точки при движении, хоть и две из них достаточно виртуальные. У меня валы тоже малость люфтят, но для медленного движения должно быть пофиг, стол при нагрузке чуть перекашивается и люфт выбирается. Люфт подшипников вылез бы в смещении слоя целиком, по идее.kostyanpost писал(а): ↑12 янв 2024, 06:26Думаю вообще перенести валы по краям стола рядом с ремнями, а на освободившееся место запихать катушку с пластиком.
прикинул сегодня, катушка встаёт на место прямо идеально. Как вариант 4 опоры 8мм с короткими подшипниками либо 2 12мм но с длиннымиAlexBiT писал(а): ↑12 янв 2024, 06:58Насколько я понимаю физику процесса, перенос валов в точку приложения подъёма напрочь убьёт идею опоры на 4 точки при движении, хоть и две из них достаточно виртуальные. У меня валы тоже малость люфтят, но для медленного движения должно быть пофиг, стол при нагрузке чуть перекашивается и люфт выбирается. Люфт подшипников вылез бы в смещении слоя целиком, по идее.kostyanpost писал(а): ↑12 янв 2024, 06:26Думаю вообще перенести валы по краям стола рядом с ремнями, а на освободившееся место запихать катушку с пластиком.
У меня тоже приходится +/- 0.1 дергать Z при печати, но в центре стола это скорее эстетика первого слоя, абс хорошо держится. В целом проблема ровности стола это проблема будущего меня:) Для начала - полосы.
По ходу я наврал, у меня на Z опять 2209, ибо на 4988 при печати кубиков принтер воет прям бессовестно. Попробую сегодня ещё раз откалибровать подачу, ну вдруг поможет? И проверю настройки ускорения, вдруг там что-то запредельное и он тупо проскакивает?
Тут так всё и задумано, чтобы качество валов и линейных подшипников минимально влияло на качество печати. Ремни подвеса смещены вперёд относительно центра тяжести стола. Задняя часть стола немного перевешивает и выбирает люфт в подшипниках. При печати (движение стола вниз), если вдруг закусит подшипник на валу, стол как бы выпрямляется и увеличивает люфт до максимального. При этом закус устраняется, и стол благополучно опускается на толщину слоя печати. Всё это микроскопические перемещения внутри сопряжения вал-подшипник, которые не видны на печати, но такая схема работает гораздо лучше, чем консольный стол с Z-винтом, который всегда вперёд перевешивает, при том с огромным усилием на линейных подшипниках по-сравнению с подвесом на ремнях.
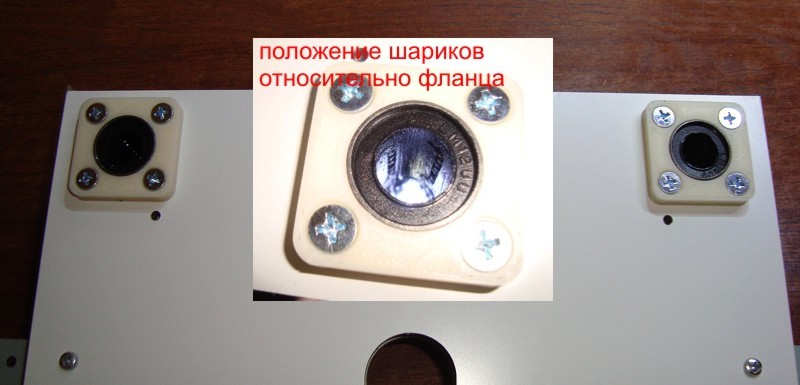
Ваще-то, валы должны быть не хромированные, а калёные полированные. Я заказываю валы в Дюксе https://www.duxe.ru/catalog/napravlyayu ... chie/valy/ , с ними никаких проблем не бывает. Люфта нет почти с любыми подшипниками с Алишки. Кстати, подшипники я предпочитаю обычные не фланцевые LM12LUU и вклеиваю их в печатные фланцы. По моим наблюдениям обычные подшипники всегда попадаются лучшего качества, чем фланцевые. Возможно, геометрия подшипников портится, когда их дуром во фланец запрессовывают. Да и фланцевые линейные подшипники это чисто китайская придумка, оригинальных фланцевых LM не бывает.
Вряд ли это из-за валов происходит. Стол всегда приезжает на нужную высоту, если нет пропуска шагов мотора при подъёме стола перед печатью.kostyanpost писал(а): ↑12 янв 2024, 06:26Из-за этого еще и стол приходится подкручивать при каждой печати.
Это не нормально. Я всегда на Z ставлю А4988, при печати (на удержании) Z-мотор вообще не слышно. Он же в основном на месте стоит.
Не нужно всё это. Стол на четырёх валах будет закусывать больше, чем на двух. Приносили мне в ремонт несколько принтеров со столами на 3-4 валах. Ничего хорошего в подобных конструкциях я не заметил, а вот плохого - навалом. Катушка внутри принтера это глупая мода, которая ничего не даёт, кроме нерационального увеличения внешних габаритов принтера. Если пластик сырой, то его всё равно сушить надо. Сушилка для овощей на Озоне стОит копейки https://www.ozon.ru/product/sushilka-el ... 853116775/ и решает все проблемы.kostyanpost писал(а): ↑12 янв 2024, 16:06прикинул сегодня, катушка встаёт на место прямо идеально. Как вариант 4 опоры 8мм с короткими подшипниками
