ЭКСТРУЗИЯ не до ЭКструзия ... судя по послденему фото где напечатан обдув у вас ДИЧАЙШИЙ как там правильно воблинг ? я этоназываю треммор головки, тоесть у вас люфты по X и Y адовые ... , у меня дельта но я имел такую картину когда ослаблял ремни для чегото и забыл их натянуть ... картина была в точности как вас ну не считая еще того что все поехало в один бок, но в общих чертах именно таки выглядело ...
Судя по фоткам принтак построен из говна и палок ... за старание зачет
А!!! Троблема!!! (Отвечаем на вопросы новичков)
Модератор: Kaktus
-
Fortunatto
- Сообщения: 10
- Зарегистрирован: 26 дек 2016, 12:28
- Имя: Антон
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Коллеги, нужна помощь в решении проблемы печати. Заводил вопрос на 3DToday, но там он уже "утек" на много вкладок в подвал, и заглох. Поэтому дублирую его здесь - с описанием проведенных экспериментов.
День 1:
Ситуация: есть самосборный принтер а-ля Ultimaker 2, слайсинг в Cura, печать через Pronterface по шнурку, в мозгах Ардуины Marlin. Пластик АБС от ФД Пласт.
При тестовом выдавливании и ретракте через Пронтерфэйс - все работает. Отпечатал несколько деталей со 100% наполнением - отлично напечалатись (суммарное время успешной печати ~ 24 часов). Теперь решил напечатать детали с 50-80% заполнением - результат ниже.

Т.е. Первые Х-слоев напечатались нормально, потом начался какой-то бред с подачей пластика. Это финал печати фигуры полностью. На сопле клубок пластика, но не размазанный и по объему совершенно не соответствует тому, что потребовалось бы для оставшейся печати(объем клубка меньше - т.е. не додавил). Клубок похож на то, как если бы давить пластик мелкими дозами на висящем сопле - козюли закручиваются и налипают. При печати этой черепашки ретракт был отключен. Настройки печати после предыдущей удачной печати не менялись(кроме заполнения).
Похожая (за некоторыми вариациями) ситуация была при первой пробной печати после сборки принтера:

тестовая печать с 50% наполнением. То пластик не лез(вообще), то сначала лезет нормально, потом (когда начинается печать не брима) начинается такая чехарда. Причем и стенки такие же(с дырками). В тот первый раз (1) проверил драйверы (А4988)- нашел соплю припоя с одной из ножек на конденсатор (!) убрал - то же самое, (2) поменял драйвер местами с Z - то же самое, (3) снял и заменил двигатель (муфта сидела прочно, не скользила) - ура, печать пошла нормально! И начал печатать нормально те самые 24 часа.
Потом поставил на ночную печать - запорная муфта универсального держателя филамента. Такой большой конус. Поставил заполнение 70%, с нулевым ретрактом(галка есть, но расстояние - нуль). Утром прихожу - напечатаны первые 3 слоя (ставил такую толщину стенок\основания), а потом слой какого-то мелкого песка. После чего пусто(но по Пронтеру - деталь напечаталась). С хотэнда ничего не висит. Разобрал сопло - внутри пожелтевший пластик (печатал натуральным(белым) цветом). Прочистил сопло, снял экструдер - проворачивается подающая шестерня. Закрепил шестерню, проверил пруток - не прогрызен. Запускаю печать заново - на первом слое видно, что пластика не доливает. Второй слой - опять пластик не давится - опять прочистил сопло, проверил двигатель - все должно работать, но нифига! Сменил пластик на проверенный черный, поставил мелкую печать (черепашка) - итог на фото выше. Первые 3 слоя более-менее, потом опять проблемы с подачей пластика... .
Возможные причины возникновения проблем:
1) Опять (?!) погорел драйвер(настройки стандартные, по Plastmask`е )?
)?
2) Опять (?!) погорел двигатель?
3) Проблемы с самой Ардуиной?
4) Проблемы из-за печати по шнурку (хотя ноут после неудачных попыток перезагружал, да и до этого нормально печаталось)?
5) Проблемы слайсинга в Куре и печати через Пронтер при не 100% заполнении? В Куре, кстати, ретракт нуль, а Пронтер пруток дергает...
Каков ваш опыт? С такой ситуацией кто-нибудь сталкивался, как ее решил? Как ее вообще можно решить?
Двигатели, кстати, еле теплые после 5 часовой печати. Драйверы под обдувом. Блок питания 300 Вт.
День второй (собрал рекомендации):
Промежуточные итоги по собранным советам (план проверок/настроек и проб):
1. проверить ток на драйвере;
2. проверить нагрев драйвера;
3. проверить двигатель (за счет одной из осей);
4. прокалить сопло;
5. перепроверить настройки слайсера, уменьшить скорость печати;
6. попробовать другой слайсер;
7. проверить количество шагов на драйвере экструдера, попробовать уменьшить это число;
8. поменять драйвер;
9. ...
День третий(Эксперименты):
Итак, что следал на выходных:
1. Проверил ток на драйверах. На А4988 выставил 0,8 В(повышенный, рекомендации - 0,6).
2. Проверил перегрев драйвера и двигателя - не происходит.
3. Прозвонил двигатель - замыканий нет.
4. Прокалил и прочистил сопло.
5. Уменьшил настройки скорости печати до 20 мм/с.
6. Попробовал слайсить в Slic3r, печатал через Октопринт.
7. и далее - не успел.
Напоминаю, филамент 3 мм, ФД-Пласт, боуден. Что в итоге: Сопло 0,4, слой 0,2, Т стол 110, Т сопло 165, Слик3р - Пронтерфэйс(ноут), периметр = 2, заполнение - соты.


Сверху- левая часть детали, снизу- правая (как лежала на столе). Дефекты: между 2 внешними периметрами щель, поэтому верхний слой отслаивается "юбочкой", на фото виден разлом - в этом месте начался сильнейший дефект заполнения. И самое интересное: слева слои лежат ровно, справа - разрывы, недоэкструзия и смещение слоев.
... Поставил Volcano, сопло 0,6 мм(меньше нет, т.к. прислали не те =) ), слой 0,3, стол 110, сопло 165, Слик3р - Октопринт
//(кстати, удобно: работаешь в комнате, принтер в котельной, послайсил деталь - отправил файл в октопринт(напрямую из Слик3р), запустил в печать через браузер или мобильный. В пределах доступа WiFi доступ к принтеру возможен через приложение. В качестве сервера стоит OrangePi Zero с 256 Мб памяти - отлично тянет)
, периметр = 2, заполнение = соты, ретракт 3 мм(ставил 6 мм, но тогда после ретракта сопло начинало "щелкать" ), скорость ретракта 25, оверлап 30%, скорость заполнения 30, внешний периметр скорость "-50%":


Опять левая и правая стороны. Левая - более-менее (для такого сопла и толщины слоя), правая - тихий ужас. Очень пристально стал приглядываться/прислушиваться к работающему принтеру.
Что заметил:
Подача прутка. Пустая трубка боудена стоит дугой, с филаментом - ложится на 5-15 градусов. При подаче прутка трубка склоняется все сильнее и сильнее вбок, потом, похоже, давление в ней накапливается сосвем избыточное и ... вжжик, шестеренка подачи делает на 90-120 градусов оборот в обратную сторону, и это явно не ретракт - т.к. происходит и при печати прямой линии без перемены слоя. При этом местами недолив. Если во время печати "подтолкнуть" пруток рукой, пластик из сопла пойдет живее (логично) (требуйте долива после отстоя пены =))) ), но как только отпускаешь - происходит тот самый "вжжик". Подталкивать тяжело. Такое ощущение, что пластик в трубке сильно трется или еще за что-то цепляется.
Печатающая головка. Пошевелил рукой печатающую головку - люфтит. Посадочные отверстия под подшипники шире чем нужно(моя вина, растачивал на дрели - чуть перестарался). При печати детали, когда головка в левой стороне стола, парабола боудена крутая. При печати правой стороны, парабола боудена становится более пологой и начинает сопротивляться и "выгибать" головку, за счет люфта головка отклоняется еще больше. МОЖЕТ быть этим можно объяснить такие ужасные пропуски с левой стороны детали. А может еще и 6мм подшипники клинит....
Что попробую теперь уже на праздниках:
Подача прутка
а) Попробую смазать маслом пруток на входе в экструдер.
б) Возникла мысль: трубка между башмаком хотэнда и радиатора у меня с тефлоновой вставкой внутренним диаметром 3 мм. Возможно, пруток клинит в тефлоновой трубке в районе башмака...
в) Сделать (быстрее) или купить (ооочень долго) другой экструдер. Если можете порекомендовать какой-то(конкретный - купить или модель - напечатать) - буду благодарен.
Печатающая головка и смещение слоев
а) Удлинить трубку боудена (присылали 1 метр, я обрезал до 70 см), чтобы ее сопротивление движению головки было меньше.
б) Обмотать подшипники изолентой и запихнуть их так, чтобы не болтались.
в) Напечатать новую головку - опять же, если есть что-то удобное - посоветуйте. LM6LUU сильно подклинивает при перекосе осей, но что-то я не видел ни одной конструкции головки, в которой этот перекос можно было бы регулировать (на Thigiverse).
г) Раз уж товарищи с Али ошиблись и прислали мне запасную EV3D головку на 1,75, а не на 3 - поэкспериментирую с 1,75, благо и трубка и сопла для этого имеются..
В общем, друзья, делитесь советами и предлагайте рекомендации, а то за городом чистейший оффлайн и работать приходится с тем, что накопилось за неделю.
День 1:
Ситуация: есть самосборный принтер а-ля Ultimaker 2, слайсинг в Cura, печать через Pronterface по шнурку, в мозгах Ардуины Marlin. Пластик АБС от ФД Пласт.
При тестовом выдавливании и ретракте через Пронтерфэйс - все работает. Отпечатал несколько деталей со 100% наполнением - отлично напечалатись (суммарное время успешной печати ~ 24 часов). Теперь решил напечатать детали с 50-80% заполнением - результат ниже.
Т.е. Первые Х-слоев напечатались нормально, потом начался какой-то бред с подачей пластика. Это финал печати фигуры полностью. На сопле клубок пластика, но не размазанный и по объему совершенно не соответствует тому, что потребовалось бы для оставшейся печати(объем клубка меньше - т.е. не додавил). Клубок похож на то, как если бы давить пластик мелкими дозами на висящем сопле - козюли закручиваются и налипают. При печати этой черепашки ретракт был отключен. Настройки печати после предыдущей удачной печати не менялись(кроме заполнения).
Похожая (за некоторыми вариациями) ситуация была при первой пробной печати после сборки принтера:
тестовая печать с 50% наполнением. То пластик не лез(вообще), то сначала лезет нормально, потом (когда начинается печать не брима) начинается такая чехарда. Причем и стенки такие же(с дырками). В тот первый раз (1) проверил драйверы (А4988)- нашел соплю припоя с одной из ножек на конденсатор (!) убрал - то же самое, (2) поменял драйвер местами с Z - то же самое, (3) снял и заменил двигатель (муфта сидела прочно, не скользила) - ура, печать пошла нормально! И начал печатать нормально те самые 24 часа.
Потом поставил на ночную печать - запорная муфта универсального держателя филамента. Такой большой конус. Поставил заполнение 70%, с нулевым ретрактом(галка есть, но расстояние - нуль). Утром прихожу - напечатаны первые 3 слоя (ставил такую толщину стенок\основания), а потом слой какого-то мелкого песка. После чего пусто(но по Пронтеру - деталь напечаталась). С хотэнда ничего не висит. Разобрал сопло - внутри пожелтевший пластик (печатал натуральным(белым) цветом). Прочистил сопло, снял экструдер - проворачивается подающая шестерня. Закрепил шестерню, проверил пруток - не прогрызен. Запускаю печать заново - на первом слое видно, что пластика не доливает. Второй слой - опять пластик не давится - опять прочистил сопло, проверил двигатель - все должно работать, но нифига! Сменил пластик на проверенный черный, поставил мелкую печать (черепашка) - итог на фото выше. Первые 3 слоя более-менее, потом опять проблемы с подачей пластика... .
Возможные причины возникновения проблем:
1) Опять (?!) погорел драйвер(настройки стандартные, по Plastmask`е
2) Опять (?!) погорел двигатель?
3) Проблемы с самой Ардуиной?
4) Проблемы из-за печати по шнурку (хотя ноут после неудачных попыток перезагружал, да и до этого нормально печаталось)?
5) Проблемы слайсинга в Куре и печати через Пронтер при не 100% заполнении? В Куре, кстати, ретракт нуль, а Пронтер пруток дергает...
Каков ваш опыт? С такой ситуацией кто-нибудь сталкивался, как ее решил? Как ее вообще можно решить?
Двигатели, кстати, еле теплые после 5 часовой печати. Драйверы под обдувом. Блок питания 300 Вт.
День второй (собрал рекомендации):
Промежуточные итоги по собранным советам (план проверок/настроек и проб):
1. проверить ток на драйвере;
2. проверить нагрев драйвера;
3. проверить двигатель (за счет одной из осей);
4. прокалить сопло;
5. перепроверить настройки слайсера, уменьшить скорость печати;
6. попробовать другой слайсер;
7. проверить количество шагов на драйвере экструдера, попробовать уменьшить это число;
8. поменять драйвер;
9. ...
День третий(Эксперименты):
Итак, что следал на выходных:
1. Проверил ток на драйверах. На А4988 выставил 0,8 В(повышенный, рекомендации - 0,6).
2. Проверил перегрев драйвера и двигателя - не происходит.
3. Прозвонил двигатель - замыканий нет.
4. Прокалил и прочистил сопло.
5. Уменьшил настройки скорости печати до 20 мм/с.
6. Попробовал слайсить в Slic3r, печатал через Октопринт.
7. и далее - не успел.
Напоминаю, филамент 3 мм, ФД-Пласт, боуден. Что в итоге: Сопло 0,4, слой 0,2, Т стол 110, Т сопло 165, Слик3р - Пронтерфэйс(ноут), периметр = 2, заполнение - соты.
Сверху- левая часть детали, снизу- правая (как лежала на столе). Дефекты: между 2 внешними периметрами щель, поэтому верхний слой отслаивается "юбочкой", на фото виден разлом - в этом месте начался сильнейший дефект заполнения. И самое интересное: слева слои лежат ровно, справа - разрывы, недоэкструзия и смещение слоев.
... Поставил Volcano, сопло 0,6 мм(меньше нет, т.к. прислали не те =) ), слой 0,3, стол 110, сопло 165, Слик3р - Октопринт
//(кстати, удобно: работаешь в комнате, принтер в котельной, послайсил деталь - отправил файл в октопринт(напрямую из Слик3р), запустил в печать через браузер или мобильный. В пределах доступа WiFi доступ к принтеру возможен через приложение. В качестве сервера стоит OrangePi Zero с 256 Мб памяти - отлично тянет)
, периметр = 2, заполнение = соты, ретракт 3 мм(ставил 6 мм, но тогда после ретракта сопло начинало "щелкать" ), скорость ретракта 25, оверлап 30%, скорость заполнения 30, внешний периметр скорость "-50%":
Опять левая и правая стороны. Левая - более-менее (для такого сопла и толщины слоя), правая - тихий ужас. Очень пристально стал приглядываться/прислушиваться к работающему принтеру.
Что заметил:
Подача прутка. Пустая трубка боудена стоит дугой, с филаментом - ложится на 5-15 градусов. При подаче прутка трубка склоняется все сильнее и сильнее вбок, потом, похоже, давление в ней накапливается сосвем избыточное и ... вжжик, шестеренка подачи делает на 90-120 градусов оборот в обратную сторону, и это явно не ретракт - т.к. происходит и при печати прямой линии без перемены слоя. При этом местами недолив. Если во время печати "подтолкнуть" пруток рукой, пластик из сопла пойдет живее (логично) (требуйте долива после отстоя пены =))) ), но как только отпускаешь - происходит тот самый "вжжик". Подталкивать тяжело. Такое ощущение, что пластик в трубке сильно трется или еще за что-то цепляется.
Печатающая головка. Пошевелил рукой печатающую головку - люфтит. Посадочные отверстия под подшипники шире чем нужно(моя вина, растачивал на дрели - чуть перестарался). При печати детали, когда головка в левой стороне стола, парабола боудена крутая. При печати правой стороны, парабола боудена становится более пологой и начинает сопротивляться и "выгибать" головку, за счет люфта головка отклоняется еще больше. МОЖЕТ быть этим можно объяснить такие ужасные пропуски с левой стороны детали. А может еще и 6мм подшипники клинит....
Что попробую теперь уже на праздниках:
Подача прутка
а) Попробую смазать маслом пруток на входе в экструдер.
б) Возникла мысль: трубка между башмаком хотэнда и радиатора у меня с тефлоновой вставкой внутренним диаметром 3 мм. Возможно, пруток клинит в тефлоновой трубке в районе башмака...
в) Сделать (быстрее) или купить (ооочень долго) другой экструдер. Если можете порекомендовать какой-то(конкретный - купить или модель - напечатать) - буду благодарен.
Печатающая головка и смещение слоев
а) Удлинить трубку боудена (присылали 1 метр, я обрезал до 70 см), чтобы ее сопротивление движению головки было меньше.
б) Обмотать подшипники изолентой и запихнуть их так, чтобы не болтались.
в) Напечатать новую головку - опять же, если есть что-то удобное - посоветуйте. LM6LUU сильно подклинивает при перекосе осей, но что-то я не видел ни одной конструкции головки, в которой этот перекос можно было бы регулировать (на Thigiverse).
г) Раз уж товарищи с Али ошиблись и прислали мне запасную EV3D головку на 1,75, а не на 3 - поэкспериментирую с 1,75, благо и трубка и сопла для этого имеются..
В общем, друзья, делитесь советами и предлагайте рекомендации, а то за городом чистейший оффлайн и работать приходится с тем, что накопилось за неделю.
-
AKDZG

- Сообщения: 2201
- Зарегистрирован: 17 окт 2015, 10:00
- Имя: Алексей
- Откуда: Иркутск
- Благодарил (а): 21 раз
- Поблагодарили: 76 раз
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
А хотэнд E3D? (Ultimaker 2 это в первую очередь хотэнд, во вторую механика-кинематика и уже в третью сам корпус)
Сточите вал двигателя под винт (сечением в виде D) крепления шестерни.
По всей видимости перегревается радиатор хотэнда и расплав поднимается высоко в хотэнде. В итоге усиливается сопротивление проталкиванию.
Нельзя АБС мазать маслом.
В тефлоне не будет клинтить, но если между трубкой и соплом есть зазор, то точно будет клинить в этом месте.
Нет смысла.
Про перекос не понял. Пользовался разными головами.
Ultimaker Original
Mendel90
СПринтер 233
Mendel90
СПринтер 233
-
Fortunatto
- Сообщения: 10
- Зарегистрирован: 26 дек 2016, 12:28
- Имя: Антон
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Его китайуский клон.
Так изначально на двигателе. В описываемом случае(День 1), я так понимаю, шестеренка разболталась за счет 5ти часовой подаче-ретракте при блокировке прутка в районе головки хотэнда.
Ок, проверю, буду снижать температуру.
Зазора нет, проверял - ни на малом башмаке, ни на Volcano. Единственное - внутренний диаметр трубки меньше внутреннего диаметра сопла.
Если не ставить валы 6мм - крестовину головки, то по 8 мм валам подшипники скольжения(с графитовыми вставками) катаются легко. Как только ставишь крестовину - явно чувствуется легкая вибрация от перемещения шариков LM6UU, и местами двигать головку тяжелее. Если же еще двигать Х+У (а не по одной из осей) - чувствуется, что на определенных участках движение подтормаживается. Когда собирал головку в первый раз - 6 мм вал оси У был перекошен по Z - клинило постоянно. Я чуть расточил посадочные отверстия, перекос снизился, клинить перестало.
-
AKDZG
- Сообщения: 2201
- Зарегистрирован: 17 окт 2015, 10:00
- Имя: Алексей
- Откуда: Иркутск
- Благодарил (а): 21 раз
- Поблагодарили: 76 раз
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Нужно усиливать обдув.
Вот это плохо. Получается ступенька. Посмотрите на такую конструкцию:
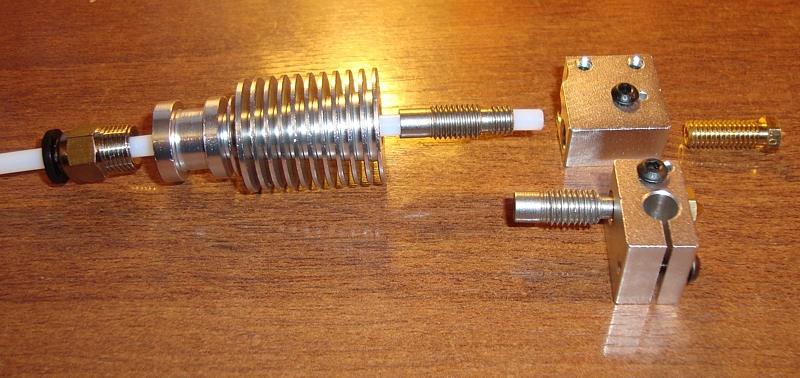
Только она для 1,75 мм прутка.
Тоже есть такой эффект. А концы 6 мм направляющих жёстко закреплены или есть немного продольный ход?
Ultimaker Original
Mendel90
СПринтер 233
Mendel90
СПринтер 233
-
Avton
- Сообщения: 222
- Зарегистрирован: 27 янв 2016, 14:25
- Имя: Игорь
- Откуда: Москва
- Благодарил (а): 11 раз
- Поблагодарили: 2 раза
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Я правильно понял что хотенд 165 градусов всего?
-
Fortunatto
- Сообщения: 10
- Зарегистрирован: 26 дек 2016, 12:28
- Имя: Антон
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Стоит штатный 40 мм. вентилятор, орет =) Обдув чувствую лицом, когда наблюдаю за печатью. Воздух теплый, но не горячий. Если усиливать обдув - нужно ставить вентилятор большего размера. Или улитку центробежную - попробую, когда придет посылка.
Ступенька мешает вынимать холодный пластик, на подачу она же не должна влиять, т.к. происходит переход от меньшего диаметра к большему.
Если приложить усилия - можно сдвинуть, но чтобы принтер сам сдвигал их при перемещении - нет. Тогда бы их концы о корпус начали тереться..
Попробую просунуть тефлоновую трубку как на вашем фото. Только мне кажется, что у моей металлической трубки переменный диаметр(меньше на входе - там чистое железо, и больше на выходе - там вставлен обрезок тефлона с тонкими стенками и таким образом внутренний диаметр по всей длине перехода одинаков), и не смогу я запихнуть во входное отверстие свой тефлон. У меня тефлон трубки Боудена id 4, od 6 - под 3 мм пруток.
-
Fortunatto
- Сообщения: 10
- Зарегистрирован: 26 дек 2016, 12:28
- Имя: Антон
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Прощу прощения, очепятался - 265 градусов. При нагреве хотэнда начинает вылезать начиная с 248-250 градусов - за счет расширения при нагреве.
-
AKDZG
- Сообщения: 2201
- Зарегистрирован: 17 окт 2015, 10:00
- Имя: Алексей
- Откуда: Иркутск
- Благодарил (а): 21 раз
- Поблагодарили: 76 раз
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Хм. Должно хватать.
На ретракт должна влиять. Теперь думаю, что проблема именно в этой трубке. Лучше уж цельнометаллическую трубку поставить. Для АБС без разницы, а вот ПЛА любит тефлоновые трубки.
6 мм не пролезет
Ultimaker Original
Mendel90
СПринтер 233
Mendel90
СПринтер 233
-
Fortunatto
- Сообщения: 10
- Зарегистрирован: 26 дек 2016, 12:28
- Имя: Антон
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Ок, попробую - когда буду экспериментировать с 1,75 пластиком.
Опять же, смогу попробовать только с 1,75.
Но меня еще смущают эти дикие пропуски в зависимости от стороны изделия - ближние части печатаются хорошо, дальние - отвратительно.
-
AKDZG
- Сообщения: 2201
- Зарегистрирован: 17 окт 2015, 10:00
- Имя: Алексей
- Откуда: Иркутск
- Благодарил (а): 21 раз
- Поблагодарили: 76 раз
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Посмотреть бы на фото печатающей головы со всех сторон.
Ultimaker Original
Mendel90
СПринтер 233
Mendel90
СПринтер 233
-
Fortunatto
- Сообщения: 10
- Зарегистрирован: 26 дек 2016, 12:28
- Имя: Антон
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Сделаю и выложу в будущую пятницу - принтер за городом. Из городской квартиры его выгнали за шум и запах =)))
-
AKDZG
- Сообщения: 2201
- Зарегистрирован: 17 окт 2015, 10:00
- Имя: Алексей
- Откуда: Иркутск
- Благодарил (а): 21 раз
- Поблагодарили: 76 раз
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Шум частично решаем, а вот с запахом сложнее.
Ultimaker Original
Mendel90
СПринтер 233
Mendel90
СПринтер 233
-
Fortunatto
- Сообщения: 10
- Зарегистрирован: 26 дек 2016, 12:28
- Имя: Антон
Re: А!!! Троблема!!! (Отвечаем на вопросы новичков)
Да уж. В принципе, на 20-30 мм/сек слышно только LM6UU и вой вентиляторов. У меня в планах поставить пластиковый вариант подшипников и как-то разобраться с вентилятором БП - возможно поставить большой центробежный вентилятор рядом с БП и от него в БП - воздуховод. А вот запах - это да. Поэтому дома - только под вытяжкой (читай "на плите") - женщины терпят, но взгляд.... А за городом принтер на котле стоит - там и вытяжка хорошая, и шум, по сравнению с котлом - почти не слышен. Или на ПЛА переходить...
-
sergey19977
- Сообщения: 23
- Зарегистрирован: 13 ноя 2016, 11:51
- Имя: Sergey
