Весь процесс от создания станка до тестов галтовки изложен в этом ролике на YouTube:
https://youtu.be/_mfHeLvkD5U
В текстовой версии я расскажу об основных моментах.
Перечень комплектующих для сборки барабанной галтовки
- Arduino Uno
- LCD KeypadShield
- Драйвер мотора L298N
- Принтер "Бумажный" - Б/У
- Выключатель клавишный
- Кулер (размеры зависят от корпуса)
- Разъём подключения питания
- Галтовочные тела
- В роли барабана – банка с широким горлышком или другая тара.
- Ламинат/фанера/... – всё что есть под рукой для создания корпуса станка
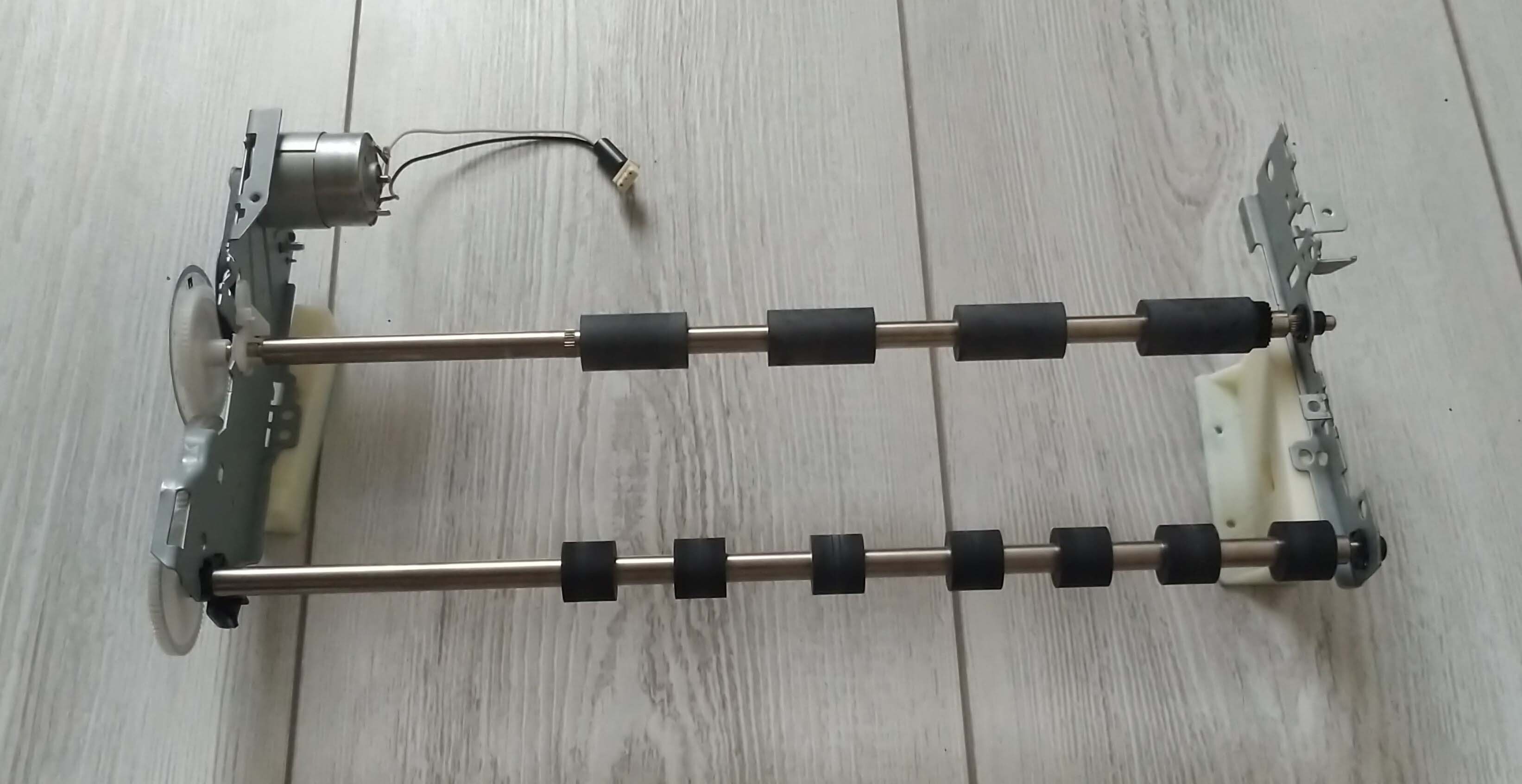
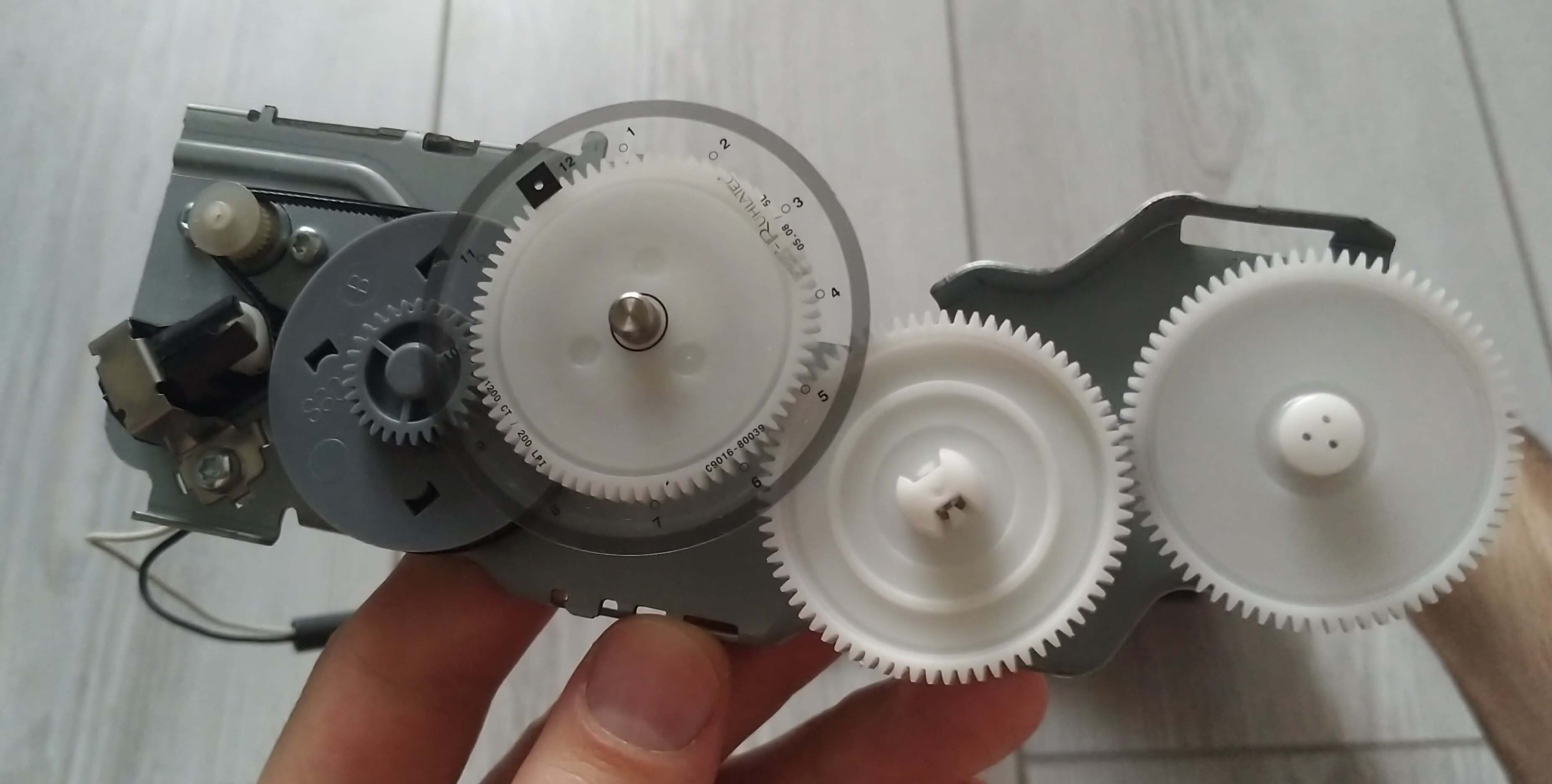
Из струйного принтера я достал механизм протяжки листа с мотором и редуктором. Всё остальное – за исключением блока питания – на помойку!
Корпус станка
Корпус галтовочного станка будет собран из остатков ламината. Надо же куда-то их деть, а выбросить жалко. Размеры в чертеже приблизительные, и напрямую зависят от вашей механики. У меня так.
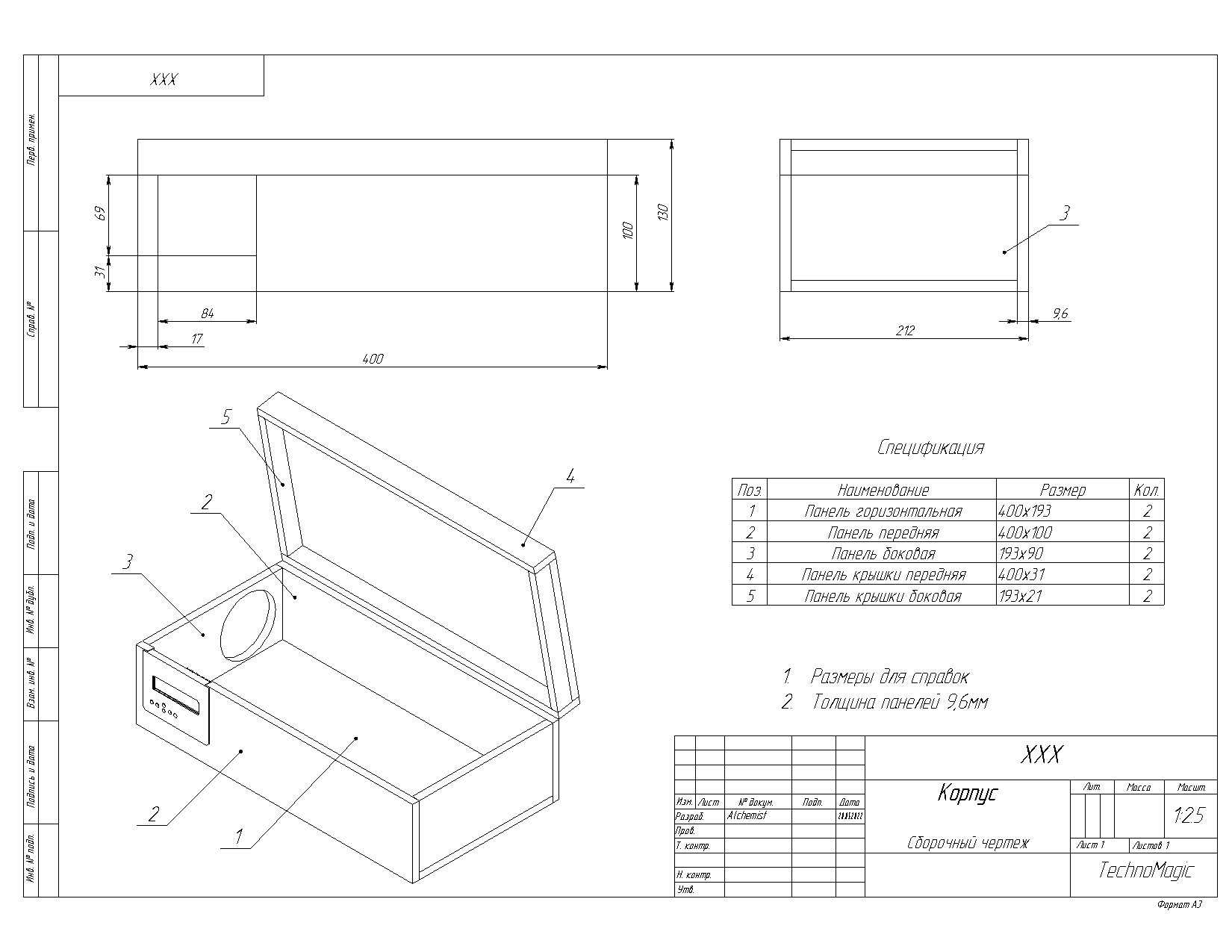
Обратите внимание на переднюю стенку короба, она имеет прямоугольный вырез для установки рамки с LCD экраном. Ниже будет прикреплен архив с рамкой, она печатается на 3Д-принтере.
Вращаем барабан
В качестве барабана выступит банка с широким горлышком из хозяйственного магазина, в сечении она квадратная – это классно. Детали помещенные внутрь такой банки будут перекатываться активнее чем в круглой – подставляя то один, то другой бок под острые грани абразива. Активнее перекатывание – быстрее шлифовка – Profit! Но четырех ребер оказалось недостаточно – остервенелая банка перекатывалась на вращающихся валах слишком небрежно и иногда спрыгивала на пол.

Пришлось допечатать специальные нашлёпки – благодаря им число рёбер барабана увеличилось с 4 до 8. Леонид Аркадьевич в восторге. С нашлёпками банка выглядит так ↓

Нет подходящей банки – берите пластиковую канализационную муфту и две заглушки к ней.
Схема
Мотор и 19-ти вольтовый блок питания взяты из «бумажного» принтера. От БП через понижающий преобразователь кормится Arduino Uno. Остальное вы и сами видите. Обязательно охлаждайте драйвер мотора и сам мотор!

Прошивка
Надеюсь, вы уже умеете прошивать Ардуино. Если нет, то уверяю вас – в этом нет ничего сложного. Просто берите и пробуйте. Вы справитесь!
После прошивки контроллера на экране дисплея появятся настройки галтовки: скорость вращения Speed и длительность обработки Time. Оба этих параметра объединяются в "режим" (R2) и сохраняются в постоянной памяти контроллера. По умолчанию в прошивке доступно 10 скоростей.

Последнюю версию прошивки качайте с гитхаба, прошивка обильно посыпана комментариями. Для правильного отображения цифр на экране дисплея необходима библиотека шрифтов BigRus1602.
Тестовая модель
Для теста пластика я смоделировал кубик, имеющий вогнутые и выгнутые грани разной формы.

Для наглядности кубик печатался максимально "убитым" – с большой высотой слоя и на высокой скорости, чтобы проявить межслоевые дефекты.

Галтовка
Станок собран. Механика и электроника работает без перебоев. Предварительно протестировал станок на металлических деталях – результат отличный. Но больше всего меня интересовал пластик. Что будет с ним?

Детали из АБС пластика обрабатывались долгие часы. Десятки часов ежедневного тарахтения на балконе. 20 часов на каждый куб. От набившейся пыли детали приобрели разный оттенок синего. Первый кубик – контрольный образец не подвергавшийся обработке, и 3 кубика после галтовки с разлиными наполнителями.
Контрольный образец не подвергавшийся обработке ↓

Обработка ореховой скорлупой. Результат нулевой↓

Обработка гранитной крошкой. Едва различимые изменения на выпирающих кромках↓

Обработка керамическими галтовочными телами. Результат далёк от желаемого ↓

Ожидаемо плохо проявили себя "псевдоабразивы", но и керамические тела не дали желаемого результата. Тем не менее аппарат всё ещё можно использовать для обработки мягких металлов, с этим он справляется.
Вспомогательная для 3Д печатника технология не взлетела, но я не утверждаю что галтовка пластика невозможна совсем. Возможно, в следующий раз я соберу виброгалтовку и попробую ещё раз. Возможно галтовочные иглы или подшипники дадут лучший результат. Знатоки, поделитесь хитростями.
______________________________________
Скачать файлы для 3Д-печати.
Подробности сборки станка и постобработки деталей смотрите в ролике.
