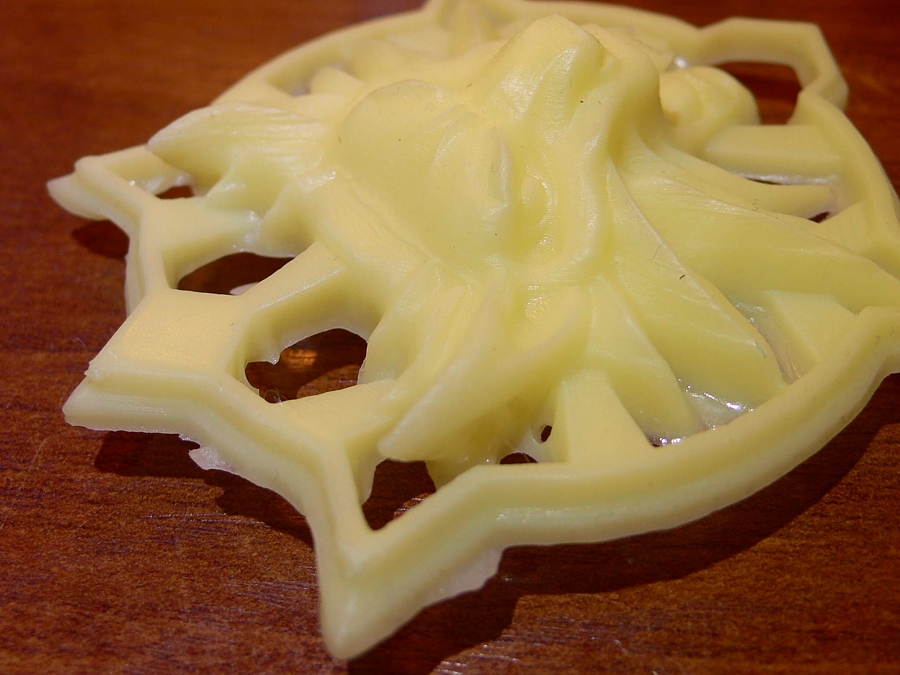
70х70 ещё можно на "ювелирном" напечатать (мастер-модель бюста, например), но это предел. Детализация будет отличная, можно без постобработки использовать. А вот 70х100 надо уже на Top Down печатать, и тем более 170х100.
Тут надо понимать, что Top Down DLP PRO это нечто среднее по качеству печати между "ювелирным" DLP и хоббийным FDM. Он дополняет всю линейку СПринтеров и делает её полностью самодостаточной для большинства задач 3д-печати. И эта середина между "ювелирником" и FDM с
профессиональной точки зрения является наиболее востребованной. Потому что для коммерческой 3д-печати качество FDM недостаточное и скорость печати слишком низкая для более-менее объёмных моделей, у "ювелирного" DLP слишком маленькая область печати, а DLP PRO в самый раз по всем параметрам. Особенно с проектором Full HD и областью печати 300х170 по XY.
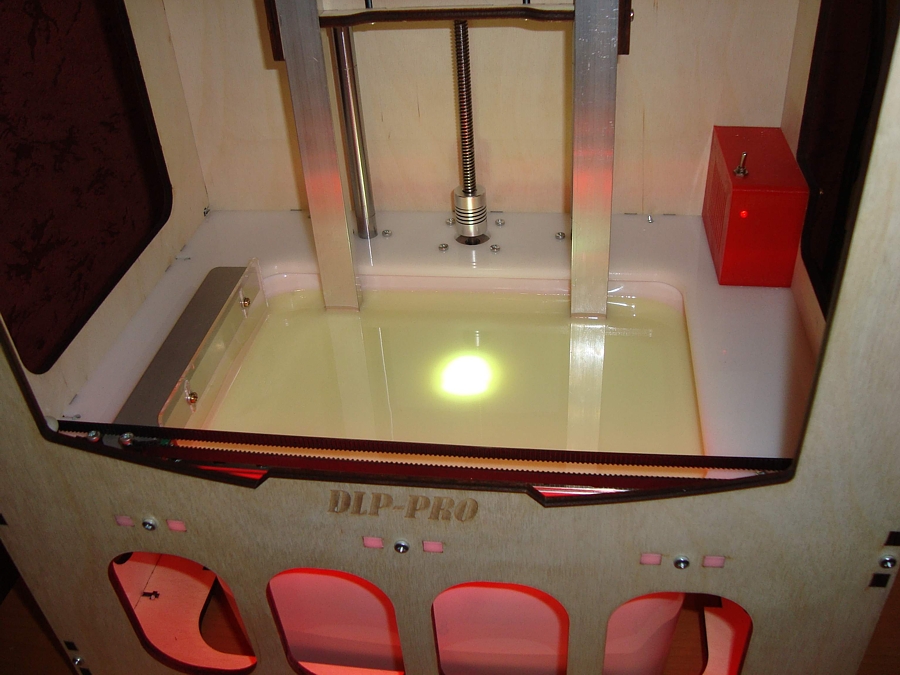
По-сравнению с "ювелирным" принтером добавляется ракель - мотор, ремень, драйвер, рельс 300 мм. Уголок ракеля и натяжной ролик ремня такие же, как на FDM СПринтерах (типа унификация).

Мозги (точнее мозжечок) тот же - Ардуина UNO + шильд CNC. Мотор ракеля на оси X. G-код для ракеля элементарно прописывается в конфигуре слайсера CW. Себестоимость принтера очень невысокая, вместе с проектором можно тысяч в 25-30 уложиться.
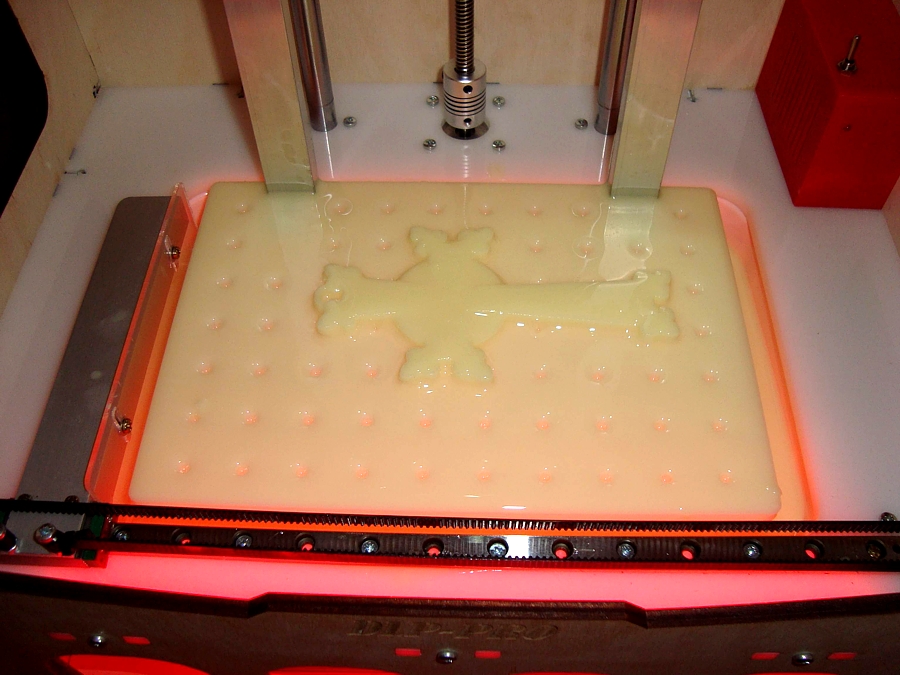
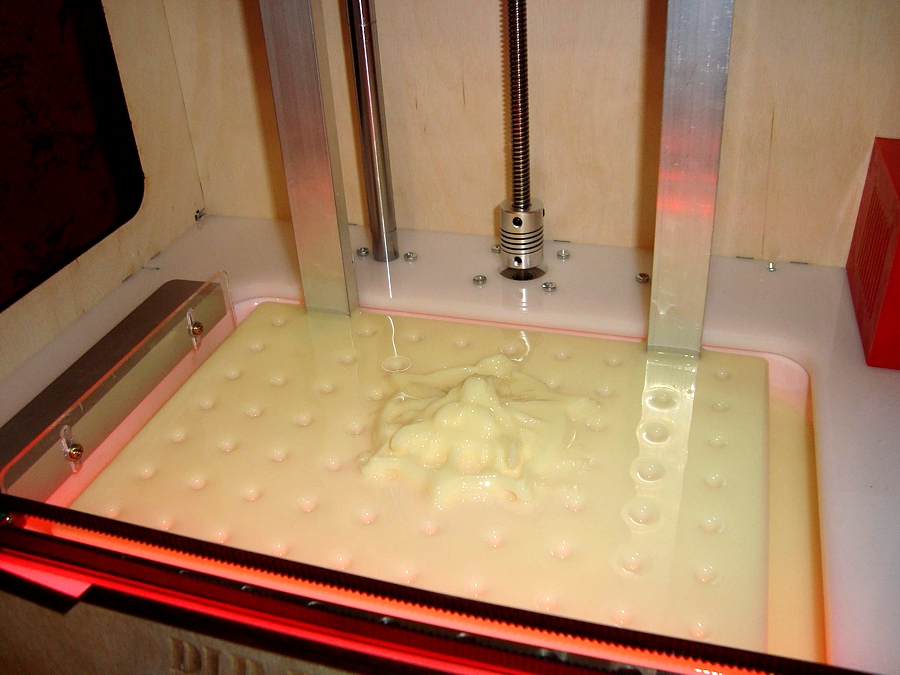
Нужно обязательно делать отверстия для слива смолы в нижней части модели (в том же Мечмиксере есть такая фича).

 Спойлер
Спойлер