Re: 3D-SPrinter PRO Techno
Re: Re: 3D-SPrinter PRO Techno
Подскажите, пожалуйста, какие режимы печати нужны для PETG с размером детали 50 х 30 мм?
-
Revenger

- Сообщения: 885
- Зарегистрирован: 28 апр 2016, 23:52
- Имя: Alexandr
- Откуда: Stavropol
- Благодарил (а): 62 раза
- Поблагодарили: 15 раз
- Контактная информация:
Re: Re: 3D-SPrinter PRO Techno
режимы от размера не зависят. Примерно 230темп. сопла, и 80 стол. А там - подбирайте по факту, т.к. все хотэнды как правило разные.
Фанерный Х-БОТ 200х300 и 200х200
"Моя" страничка по принтерам на форуме https://3deshnik.ru/forum/viewtopic.php?f=21&t=147
"Моя" страничка по принтерам на форуме https://3deshnik.ru/forum/viewtopic.php?f=21&t=147
-
Kaktus
- Сообщения: 2130
- Зарегистрирован: 05 мар 2018, 19:59
- Откуда: красавец Таганрог
- Благодарил (а): 133 раза
- Поблагодарили: 279 раз
-
Vikent
- Сообщения: 663
- Зарегистрирован: 31 янв 2019, 23:09
- Имя: Виктор
- Откуда: Королёв
- Благодарил (а): 29 раз
- Поблагодарили: 70 раз
Re: Re: 3D-SPrinter PRO Techno
Именно так.
А подробнее? Сопло 0,4? TPU чей? Как он себя ведёт при температуре 230? Не пережигается?
У меня при температуре 205 (что выше рекомендованной ФДпластом), больше 25 (что тоже выше рекомендованной тем же ФДПластом) не получается даже при задушенных под тяжёлый дрыгостол ускорениях.
-
Revenger
- Сообщения: 885
- Зарегистрирован: 28 апр 2016, 23:52
- Имя: Alexandr
- Откуда: Stavropol
- Благодарил (а): 62 раза
- Поблагодарили: 15 раз
- Контактная информация:
Re: Re: 3D-SPrinter PRO Techno
для пЭт?? Вообще всегда обдув отключаю. Естественно речь не о детале в 5мм.
Фанерный Х-БОТ 200х300 и 200х200
"Моя" страничка по принтерам на форуме https://3deshnik.ru/forum/viewtopic.php?f=21&t=147
"Моя" страничка по принтерам на форуме https://3deshnik.ru/forum/viewtopic.php?f=21&t=147
-
Sat
- Сообщения: 114
- Зарегистрирован: 20 ноя 2019, 09:55
- Имя: Анатолий
- Откуда: Республика Карелия
- Благодарил (а): 108 раз
- Поблагодарили: 6 раз
Re: Re: 3D-SPrinter PRO Techno
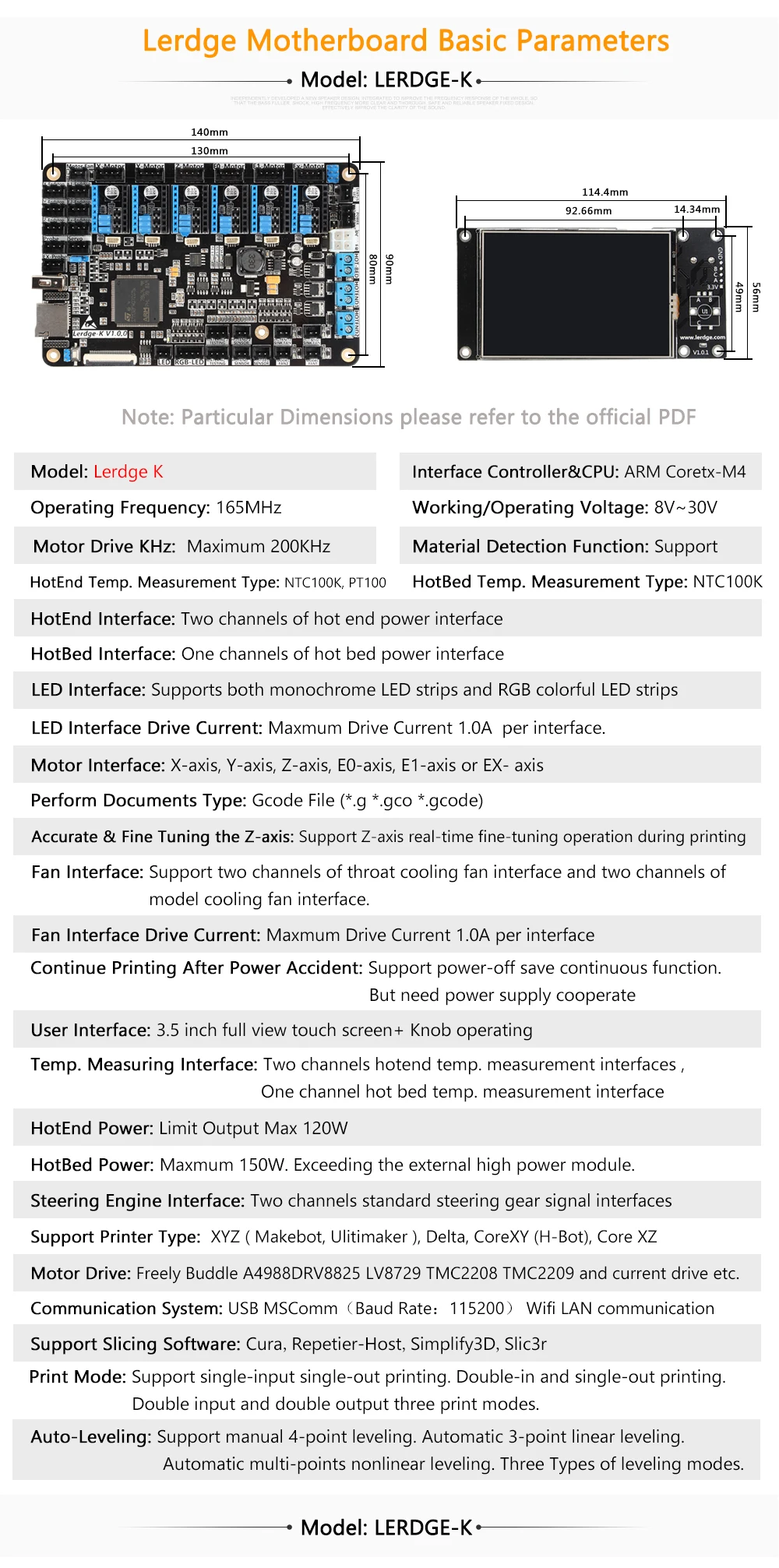
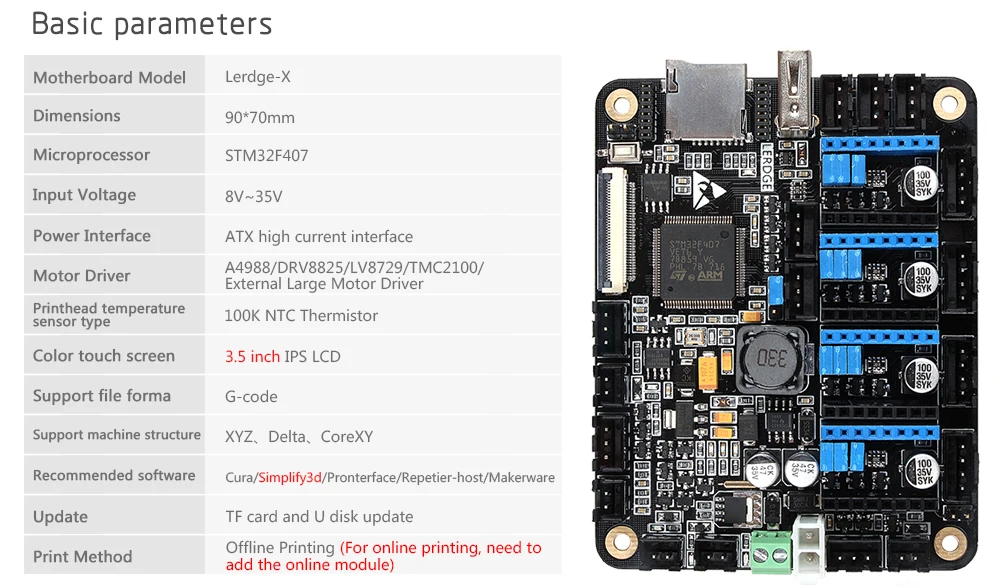
У платы Lerdge-X, допустимые токи интерфейсов аналогичны Lerge-К? Вентилятор тоже до 1 ампера?
Печатаю на 3D-Sprinter Techno 232, BTT Octopus 1.1+Raspberri Pi3b+, ТМС2209, Klipper.
-
Kaktus
- Сообщения: 2130
- Зарегистрирован: 05 мар 2018, 19:59
- Откуда: красавец Таганрог
- Благодарил (а): 133 раза
- Поблагодарили: 279 раз
Re: Re: 3D-SPrinter PRO Techno
Для ПЕТГ, если деталь 5*3 см. А если еще навесы присутствуют и мелкие элементы...
-
AndrK
- Сообщения: 757
- Зарегистрирован: 11 май 2018, 09:09
- Имя: Андрей
- Благодарил (а): 11 раз
- Поблагодарили: 63 раза
Re: Re: 3D-SPrinter PRO Techno
Vikent,
Экструдер - клон Bondtech от треугольников, установлен по центру корпуса на задней стенке сверху.
Трубка боуден - 1.9 от треугольников ~60-63см.
Радиатор - клон E3DV6, какой-то дешевый.
Термобарьер - цельнометаллический "титановый", от треугольников.
Сопло - 0.4, латунное, от треугольников(ну, которое дорогое).
Поток - для первого слоя 115, далее 105.
Скорость - первый слой 15-20, далее 40.
Материал TPU от FDPLAST, черный.
При температуре 230 ведет себя нормально, я не замечал разницы на конечном результате между 200 и 230. Думаю, что и 240 переживет нормально.
Рекомендации производителя - для скорости 15-20, верны. Если больше, нет.
Ретракт отключен. Он бесполезен.
Скорость надо ставить одинаковую везде. Равномерность подачи материала, в данном случае, важнее.
По печати:
Проблема TPU, внезапно, он мягкий . Когда мы печатаем жестким прутком, за счет этой самой жесткости, мы можем продавить через сопло больший объем пластика, тупо увеличив подачу. С TPU такой номер не пройдет. Он просто соберется "гармошкой", перекрутится, и начнет лезть из всех щелей, если они есть. Что приведет к остановке печати. TPU надо сделать максимально(в разумных пределах) жидким, что бы можно было протолкнуть через "узкое" сопло больший объем материала. Ну, и, как сейчас модно, лайфхак. Периодически кратковременно, на 0.5-1 сек, примерно, отпускать рычаг прижима прутка в экструдере, что бы TPU смог распрямится в трубке. Если на пальцах, экструдер подает пруток, который не успевает выдавиться через сопло. Пруток сжимается и скручивается. Если кратковременно отжать рычаг, этот скрученный пруток вылезет в обратную сторону.
. Когда мы печатаем жестким прутком, за счет этой самой жесткости, мы можем продавить через сопло больший объем пластика, тупо увеличив подачу. С TPU такой номер не пройдет. Он просто соберется "гармошкой", перекрутится, и начнет лезть из всех щелей, если они есть. Что приведет к остановке печати. TPU надо сделать максимально(в разумных пределах) жидким, что бы можно было протолкнуть через "узкое" сопло больший объем материала. Ну, и, как сейчас модно, лайфхак. Периодически кратковременно, на 0.5-1 сек, примерно, отпускать рычаг прижима прутка в экструдере, что бы TPU смог распрямится в трубке. Если на пальцах, экструдер подает пруток, который не успевает выдавиться через сопло. Пруток сжимается и скручивается. Если кратковременно отжать рычаг, этот скрученный пруток вылезет в обратную сторону.
Экструдер - клон Bondtech от треугольников, установлен по центру корпуса на задней стенке сверху.
Трубка боуден - 1.9 от треугольников ~60-63см.
Радиатор - клон E3DV6, какой-то дешевый.
Термобарьер - цельнометаллический "титановый", от треугольников.
Сопло - 0.4, латунное, от треугольников(ну, которое дорогое).
Поток - для первого слоя 115, далее 105.
Скорость - первый слой 15-20, далее 40.
Материал TPU от FDPLAST, черный.
При температуре 230 ведет себя нормально, я не замечал разницы на конечном результате между 200 и 230. Думаю, что и 240 переживет нормально.
Рекомендации производителя - для скорости 15-20, верны. Если больше, нет.
Ретракт отключен. Он бесполезен.
Скорость надо ставить одинаковую везде. Равномерность подачи материала, в данном случае, важнее.
По печати:
Проблема TPU, внезапно, он мягкий
-
3D-SPrinter

- Сообщения: 10525
- Зарегистрирован: 19 ноя 2015, 14:23
- Имя: Андрей
- Откуда: Н.Новгород
- Благодарил (а): 76 раз
- Поблагодарили: 982 раза
- Контактная информация:
Re: Re: 3D-SPrinter PRO Techno
Наверно, ключи-то одинаковые. Но 1А это предел. Я бы не рискнул больше 0.5-0.7А грузить.
-
Vikent
- Сообщения: 663
- Зарегистрирован: 31 янв 2019, 23:09
- Имя: Виктор
- Откуда: Королёв
- Благодарил (а): 29 раз
- Поблагодарили: 70 раз
Re: Re: 3D-SPrinter PRO Techno
Тоже в процессе экспериментов пришёл к 115, но везде. Так как в 99% случаев печатаются разные прокладки и сальники, печать идёт со 100% заполнением. При потоке 105 под лупой местами видны щели между нитями.
TPU FD-пласт, красный (сахарный арбуз). Пробовал температуры до 115 градусов, но улучшений не заметил, скинул поближе к рекомендуемым производителем. Надо будет попробовать 230.
Периодическое дёрганье прижима экструдера для исключения зажёвывания филамента тоже проходил, но ровно до тех пор, пока не подобрал сбалансированный комплект настроек. Сейчас даже могу уйти ещё до начала запущенной печати, и вернувшись снять готовую деталь. Не жуёт. Но хотелось бы скорость побольше.
-
Sat
- Сообщения: 114
- Зарегистрирован: 20 ноя 2019, 09:55
- Имя: Анатолий
- Откуда: Республика Карелия
- Благодарил (а): 108 раз
- Поблагодарили: 6 раз
Re: Re: 3D-SPrinter PRO Techno
Как раз хватит. Хочу использовать компьютерную турбинку на 0.23А, для дистанционного обдува. В тонкую трубку, дует очень хорошо, и не сильно шумит.3D-SPrinter писал(а): ↑14 апр 2021, 04:57Наверно, ключи-то одинаковые. Но 1А это предел. Я бы не рискнул больше 0.5-0.7А грузить.
 Спойлер
Спойлер
Печатаю на 3D-Sprinter Techno 232, BTT Octopus 1.1+Raspberri Pi3b+, ТМС2209, Klipper.
-
AndrK
- Сообщения: 757
- Зарегистрирован: 11 май 2018, 09:09
- Имя: Андрей
- Благодарил (а): 11 раз
- Поблагодарили: 63 раза
Re: Re: 3D-SPrinter PRO Techno
Vikent,
Щели по причине недоэкструзии. Поток хоть 150 можно сделать. Больше, чем позволяют свойства материала, не полезет. Ну, подключить, например, сопло к трубе 1/2 и мощному водяному насосу. Как давление не увеличивай, продавленый объем воды будет меньше, чем подаваемый, в итоге, разорвёт....
Щели по причине недоэкструзии. Поток хоть 150 можно сделать. Больше, чем позволяют свойства материала, не полезет. Ну, подключить, например, сопло к трубе 1/2 и мощному водяному насосу. Как давление не увеличивай, продавленый объем воды будет меньше, чем подаваемый, в итоге, разорвёт....
-
3D-SPrinter
- Сообщения: 10525
- Зарегистрирован: 19 ноя 2015, 14:23
- Имя: Андрей
- Откуда: Н.Новгород
- Благодарил (а): 76 раз
- Поблагодарили: 982 раза
- Контактная информация:
Re: Re: 3D-SPrinter PRO Techno
Если есть лишняя турбинка для компа, то можно и её. А из дешёвых вот такая на 24В https://aliexpress.ru/item/32874940278. ... 1615054078 дует вполне достаточно даже для ПЛА. Аж воздух шипит в соплах.
-
Vikent
- Сообщения: 663
- Зарегистрирован: 31 янв 2019, 23:09
- Имя: Виктор
- Откуда: Королёв
- Благодарил (а): 29 раз
- Поблагодарили: 70 раз
Re: Re: 3D-SPrinter PRO Techno
Спорный вопрос. Воду в стакан из-под крана можно набрать за полторы секунды, а можно за полторы минуты. Да, верхний предел, выше которого не прыгнешь, есть. Но не в нашем случае. На том же принтере, где TPU нормально заполняет на потоке 115, PLA и PETG печатаю с потоком ниже 100, иначе верх шершавый получается. По линейке же при этом давится строго столько, сколько задано. А калибровалась подача на 30-сантиметровом отрезке с целью повышения точности.
-
AndrK
- Сообщения: 757
- Зарегистрирован: 11 май 2018, 09:09
- Имя: Андрей
- Благодарил (а): 11 раз
- Поблагодарили: 63 раза
Re: Re: 3D-SPrinter PRO Techno
Vikent, У меня так не получается. На "жестких" пластиках поток всегда 100. За исключением отдельных случаев. Типа, диаметр прутка меньше или надо "накидать", что бы, насколько возможно, водонепроницаемая деталь была.
У TPU "предел давления на пруток", очень низкий, он, банально сминается и лезет во все щели, если они есть...
У TPU "предел давления на пруток", очень низкий, он, банально сминается и лезет во все щели, если они есть...
