
В реальности сопло за прищепки не цепляет. Прямоугольник 200х300 печатается крайне редко (если вообще такое бывает), в старт и энд-коде в слайсере прописывается отвод стола вниз перед парковкой головки. Так что смело прижимайте стекло прищепками, всё будет хорошо.
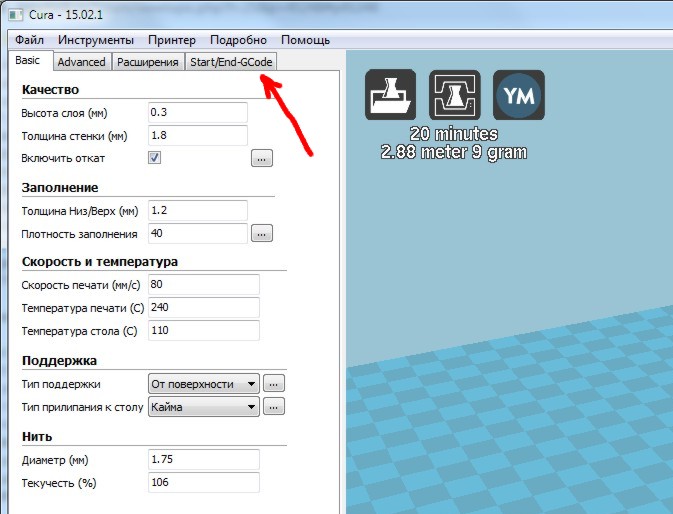
Старт-код для Куры:
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E1 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
Энд-код для Куры:
M104 S0
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+20 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 Z0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
Загонять сопло в самые углы совсем не обязательно. Сделайте грубую калибровку бумажкой где-нибудь вокруг центра, потом после начала печати крутилками стола настроите первый слой визуально (т.е. "на глаз") и на ближайшие полгода-год можете забыть об этой процедуре на серии Техно, или на 1-3 месяца на фанерных сериях.








