Страница 1 из 1
Cura — оптимизация настроек ретракта
Добавлено: 24 окт 2015, 13:19
AKDZG
Re: Cura — оптимизация настроек ретракта
Добавлено: 26 июн 2016, 11:21
vlad145
Не могу избавиться от переходов между двумя частями детали. Настройки ретракта вроде сделал, а сопли по прежнему тянутся.
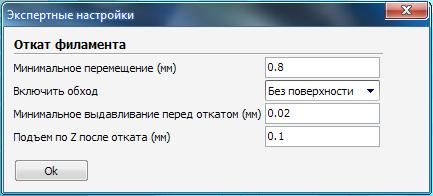
- cura1.JPG (15.32 КБ) 8688 просмотров
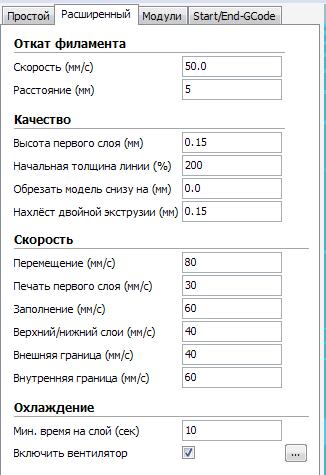
- cura2.JPG (32.76 КБ) 8688 просмотров
Re: Cura — оптимизация настроек ретракта
Добавлено: 26 июн 2016, 12:06
VolandZel
vlad145 писал(а): Не могу избавиться от переходов между двумя частями детали. Настройки ретракта вроде сделал, а сопли по прежнему тянутся.
По мимо включения и настройки ретракта, сопли могут быть из-за повышенной температуры (по фото очень похоже на переплав), я ставлю температуру самую минимальную, при которой принтер печатает и слои нормально склеиваются. ПЛА пластик более сопливый чем АБС. Еще можно смотреть в сторону переэкструзии (попробовать уменьшить флоу, поток), бывает излишки пластика при переэкструзии налипают на сопло и при переходе через открытые пространства могут быть сопли.
Re: Cura — оптимизация настроек ретракта
Добавлено: 26 июн 2016, 14:07
vlad145
VolandZel писал(а):...я ставлю температуру самую минимальную...
у меня вроде и так температура установлена 180, что является минимумом для PLA. Хотя, пластик китайский, кто знает...
VolandZel писал(а):...попробовать уменьшить флоу, поток...
флоу я уже не знаю куда занижать, на данный момент установлено - 70%.
Re: Cura — оптимизация настроек ретракта
Добавлено: 26 июн 2016, 14:39
AKDZG
vlad145 писал(а): флоу я уже не знаю куда занижать, на данный момент установлено - 70%.
А калибровку экструдера проверяли?
Re: Cura — оптимизация настроек ретракта
Добавлено: 26 июн 2016, 14:55
vlad145
С калибровкой экструдера как раз проблемы. Для неё нужно отключить блокировку с хотэнда, но как это сделать?
Re: Cura — оптимизация настроек ретракта
Добавлено: 26 июн 2016, 15:11
AKDZG
vlad145, можно и так давить пруток. Найдите программу, в которой можно нагреть хотэнд и выдавить 100 мм прутка. Отметьте перед входом в экструдер на прутке 100 мм и замеряйте сколько выдавит. Если не совпадет, то придётся корректировать в прошивке.
