Попробую по шагам расписать
На верху должон быть нуль

Стол на верху под экструдером это ноль, стол внизу над "полом" принтера это максимальное т.е Z мах.
Посмотрите концевик по Z у вас должен быть подключен к Z мах. Вот пины на рампасе если у вас рампас
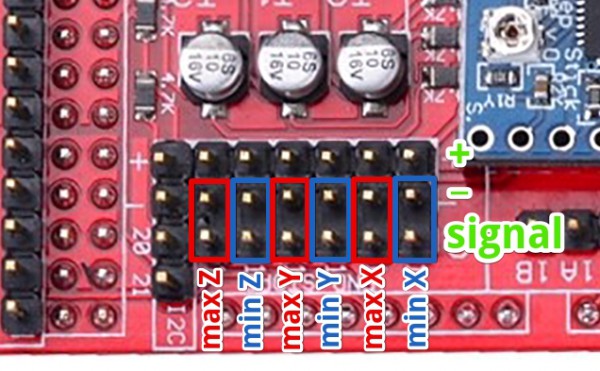
- RAMPS_endstops_1-600x371.jpg (76.4 КБ) 1213 просмотров
Жмете хоум по Z стол ломанул вниз, (считаем что шаги на ось Z вы настроили и когда говорите проехать скажем 20 мм он и проезжает 20 мм и ни как иначе) отработал концевик, и показал к примеру 294. Жмете хоум по X хот-энд ломанул влево (смотрим на принтер спереди) показало 0, жмете на хоум по Y портал ломанул от вас, (смотрим на принтер спереди) сработал концевик показало к примеру 200. Если все так отрабатывает, (если нет то переключаете движки разъем на оборот или в прошивке меняете пока так не станет) то пишите к примеру G0 Z150 F500 стол начинает подниматься вверх, на скоько то. Потом уже стрелочками из интерфейса постепенно подгоняете под экструдер, как осталось примерно 0,5 мм до экструдера уже выставляете стол (к примеру платформа которая греет на пружинках) и с шагом 0,1 или 0,01 уже более точно двигаете. Как все выставили смотрите что в показаниях если к примеру пишет 84, то 294-84=210 вот эти 210 и пишите в прошивку что это высота по Z.
После этого приступаете к калибровке экструдера.
Сначала закоментируете эту строку
Комментирование этой строки позволяет двигать движком экструдера, когда хот энд холодный, заправляете пруток делаете отметку и говорите мол выдавить 50 мм, потом в том же месте снова отметку и замеряете, по результатам замера вносите поправку в самое последнее число, прошиваете и снова говорите экструдеру 50 мм выдавить, замеряете. После корректировки числа на экструдере возвращаете строчку в исходное состояние, снимаете с нее комментарий.



