Универсальные настройки viewtopic.php?f=25&t=104&start=420#p22908 + обдув 100%.
Печатаем на СПринтере
-
3D-SPrinter

- Сообщения: 11053
- Зарегистрирован: 19 ноя 2015, 14:23
- Имя: Андрей
- Откуда: Н.Новгород
- Благодарил (а): 78 раз
- Поблагодарили: 1045 раз
- Контактная информация:
-
Alex Post

- Сообщения: 7028
- Зарегистрирован: 11 янв 2017, 17:22
- Имя: Александр
- Откуда: Брест, РБ
- Благодарил (а): 334 раза
- Поблагодарили: 822 раза
- Контактная информация:
Re: Печатаем на СПринтере
Во, значит и против БФ-2 сила Н2О действует
Prusa i3 rework - трудится с 2015 года
Черно-оранжевый 3D-SPrinter 232 - https://3deshnik.ru/forum/viewtopic.php?f=21&t=393
Черно-оранжевый 3D-SPrinter 232 - https://3deshnik.ru/forum/viewtopic.php?f=21&t=393
-
lilden2008

- Сообщения: 416
- Зарегистрирован: 13 дек 2017, 19:40
- Имя: Денис
- Откуда: Краснодар
- Благодарил (а): 17 раз
- Поблагодарили: 24 раза
Re: Печатаем на СПринтере
Сегодня опробовал SBS Glass. Классный материал конечно по эффекту визуальному. Напечатал лису низкополигональную. Слой 0,25. Заполнение 25%. Температура 230/80.
Печаталась с поддержками под мордочкой. Поддержки удалились идеально. Ни на одном материале так не снимались легко и без остатков.
Единственное с чем возникла проблема - это оторвать готовую модель от стола. От полностью холодного стола реально пришлось отрывать, сама не отщелкнулась..
Кстати SBS тоже растворим дихлорметаном, но при обработке им не дает глянцевого эффекта. Видимо для этого пластика нужен все же сольвент, как и рекомендует производитель.
Ну и фото как обычно)
Печаталась с поддержками под мордочкой. Поддержки удалились идеально. Ни на одном материале так не снимались легко и без остатков.
Единственное с чем возникла проблема - это оторвать готовую модель от стола. От полностью холодного стола реально пришлось отрывать, сама не отщелкнулась..
Кстати SBS тоже растворим дихлорметаном, но при обработке им не дает глянцевого эффекта. Видимо для этого пластика нужен все же сольвент, как и рекомендует производитель.
Ну и фото как обычно)
- Вложения
-
- YbHwBtXD08o.jpg (58.67 КБ) 5484 просмотра
-
-
-
- BD8MGDHRmW0.jpg (69.26 КБ) 5484 просмотра
3D-Sprinter 232PRO на рельсах, хотенд E3D V6, X и Y - TMC2208, стол с широкими дорожками на 24В., стандартный экструдер на DRV8825, RAMPS 1.3. Прошивка Marlin 1.1.9
-
DownHouse
- Сообщения: 76
- Зарегистрирован: 10 янв 2018, 15:19
- Имя: Дмитрий
- Благодарил (а): 13 раз
- Поблагодарили: 4 раза
Re: Печатаем на СПринтере
Приветствую! Пытаюсь распечатать кубик 20Х20мм.
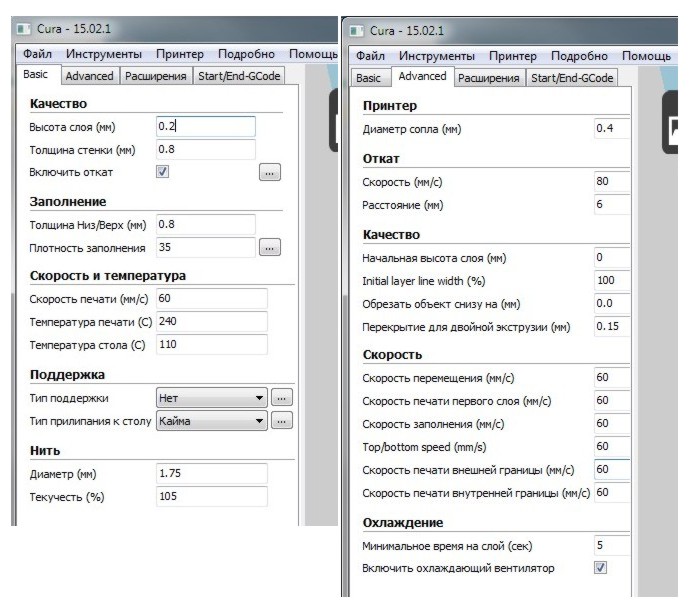
Слайсер Cura, стол перед печатью выровнял. Настройки и результат прилагаю.
На фото с готовыми кубиками (печатал отдельно) видна небольшая вмятина на углу. При печати этот правый-задний угол.
Во время печати видно, что сопло слегка задевает пластик, когда проходит над этим углом, но на первых 10 мм эта вмятина не проявляется (на глаз угол ровный). После 10 мм включается обдув детали. В итоге имею то, что на фото. остальные углы печатаются ровно хоть с обдувом, хоть без него. Включать обдув сразу не рискую т.к. деталь может оторваться. Не понятно почему сопло начинает цеплять пластик.
Еще такой вопрос. При печати первого слоя видны небольшие промежутки между линиями и платик не очень сильно прилегает к столу (здесь на этом заостряли внимание), но при при печати следующего слоя заполнение уже намного плотнее и промежутков не заметно при том, что скорость больше. Может все же сопло высоковато от стола. Стол выравнивал на холодную.
Потом решил напечатать кубик с большей скорость. На первой вкладке в Cura увеличил скорость до 90, а на вкладке с продвинутыми настройками увеличил все скорости, но при печати прироста скорости не увидел. Принтер быстро печатал только верхнюю стенку кубика (это было заметно), а боковые стенки и внутреннее заполнение печатал с той же скорость, что и прежде (как мне показалось). Какие настройки нужны, что бы принтер печатал быстрее.
Попробовал напечатать еще один кубик, но с меньшим первым слоем (0,1). При этом у меня совсем не печаталась кайма вокруг кубика, а сразу началась печать нижней стенки. почему так происходит?
Слайсер Cura, стол перед печатью выровнял. Настройки и результат прилагаю.
- Settings1.PNG (16.15 КБ) 5425 просмотров
- Settings2.PNG (17.68 КБ) 5425 просмотров
Во время печати видно, что сопло слегка задевает пластик, когда проходит над этим углом, но на первых 10 мм эта вмятина не проявляется (на глаз угол ровный). После 10 мм включается обдув детали. В итоге имею то, что на фото. остальные углы печатаются ровно хоть с обдувом, хоть без него. Включать обдув сразу не рискую т.к. деталь может оторваться. Не понятно почему сопло начинает цеплять пластик.
Еще такой вопрос. При печати первого слоя видны небольшие промежутки между линиями и платик не очень сильно прилегает к столу (здесь на этом заостряли внимание), но при при печати следующего слоя заполнение уже намного плотнее и промежутков не заметно при том, что скорость больше. Может все же сопло высоковато от стола. Стол выравнивал на холодную.
Потом решил напечатать кубик с большей скорость. На первой вкладке в Cura увеличил скорость до 90, а на вкладке с продвинутыми настройками увеличил все скорости, но при печати прироста скорости не увидел. Принтер быстро печатал только верхнюю стенку кубика (это было заметно), а боковые стенки и внутреннее заполнение печатал с той же скорость, что и прежде (как мне показалось). Какие настройки нужны, что бы принтер печатал быстрее.
Попробовал напечатать еще один кубик, но с меньшим первым слоем (0,1). При этом у меня совсем не печаталась кайма вокруг кубика, а сразу началась печать нижней стенки. почему так происходит?
- Вложения
-
-
kandrey
- Сообщения: 528
- Зарегистрирован: 25 авг 2017, 00:03
- Благодарил (а): 8 раз
- Поблагодарили: 9 раз
-
3D-SPrinter
- Сообщения: 11053
- Зарегистрирован: 19 ноя 2015, 14:23
- Имя: Андрей
- Откуда: Н.Новгород
- Благодарил (а): 78 раз
- Поблагодарили: 1045 раз
- Контактная информация:
Re: Печатаем на СПринтере
Сразу надо включать обдув. Чтобы не отвалилось, рекомендую использовать лак для волос LONDA PROFESSIONAL.
Не бойтесь принтера, настраивайте первый слой после начала печати - чтобы пластик достаточно сильно "втирался" в стол без промежутков.
И сделайте нормальные настройки:
С этими настройками ещё до начала печати накручиваете энкодером скорость до 140-150%, и все дела.
Re: Печатаем на СПринтере
Добрый день! Попробуйте лак прелесть 6-ка, тоже хорошо держит пластик, в основном PLA. Для ABS попробуйте молярный скотч, но не белый а желтоватый он тоньше и лучше держится при нагретом столе, так вот брызгаете на него лак чтобы образовалась пленка лака, даёте просохнуть ему и печатайте, у меня держит неплохо, а если это не поможет то смажьте клеем карандашом Эрик краузер, вот тут как бетон схватить должно.
-
DownHouse
- Сообщения: 76
- Зарегистрирован: 10 янв 2018, 15:19
- Имя: Дмитрий
- Благодарил (а): 13 раз
- Поблагодарили: 4 раза
Re: Печатаем на СПринтере
Я такой не нашел. Попалась на глаза какая то LondaTrade не стал брать. Если увижу где куплю.3D-SPrinter писал(а): ↑17 мар 2018, 07:29Сразу надо включать обдув. Чтобы не отвалилось, рекомендую использовать лак для волос LONDA PROFESSIONAL.
Вот как раз такой есть. Им и брызгал. Может он хуже чем тот, что Андрей рекомендует, но пока что есть, то есть. Еще пробовал два вида лаков Taft - разницы между всеми этими лаками не заметил.
Вот тут я что то не очень понял.3D-SPrinter писал(а): ↑17 мар 2018, 07:29Не бойтесь принтера, настраивайте первый слой после начала печати
Это не пижонство - это непонимание происходящего (отсутствие знаний).3D-SPrinter писал(а): ↑17 мар 2018, 07:29И не ставьте скорость перемещений больше скорости печати! Это пижонство, ведущее к пропуску шагов на ровном месте.
Спасибо! Но для меня немаловажна эстетическая составляющая, хотя возможно это и глупо. Пока с лаками поэкспериментирую.Machet05 писал(а): ↑17 мар 2018, 08:57Для ABS попробуйте молярный скотч, но не белый а желтоватый он тоньше и лучше держится при нагретом столе, так вот брызгаете на него лак чтобы образовалась пленка лака, даёте просохнуть ему и печатайте, у меня держит неплохо, а если это не поможет то смажьте клеем карандашом Эрик краузер, вот тут как бетон схватить должно.
-
3D-SPrinter
- Сообщения: 11053
- Зарегистрирован: 19 ноя 2015, 14:23
- Имя: Андрей
- Откуда: Н.Новгород
- Благодарил (а): 78 раз
- Поблагодарили: 1045 раз
- Контактная информация:
Re: Печатаем на СПринтере
Очень просто - принтер начинает печатать кайму и первый слой, а вы крутите крутилки стола и визуально настраиваете толщину первого слоя, чтобы пластик хорошо прилипал к столу без пропусков. Настроить надо один раз, дальше стол сам будет приезжать в нужное положение. Если не приезжает, значит пора чистить оптический Z-концевик от пыли.
Да шучу я...
Согласен! Тоже не перевариваю всякие малярные скотчи и мутные разводы самодельных клеящих составов на столе. Так что только Лонда Про пользуюсь. https://magnitivshop.ru/components/com_ ... 00-ml.jpeg Лак дорогой, но пол-литрового флакона хватает на полгода интенсивной печати.
-
Alex Post
- Сообщения: 7028
- Зарегистрирован: 11 янв 2017, 17:22
- Имя: Александр
- Откуда: Брест, РБ
- Благодарил (а): 334 раза
- Поблагодарили: 822 раза
- Контактная информация:
Re: Печатаем на СПринтере
Смысл есть только в одном случае: если по какой-то причине отключен ретракт. Тогда быстро дергающаяся голова обрывает "соплю", а новая не успевает выползти (или выползает минимально) пока голова летит к следующей точке. Пользовал этот прием при печати флексом - весьма помогает. Скорость печати 20-30, скорость перемещения 100 - очень неплохо получалось.
Но это частный случай, в копилку опыта. При печати "обычными" пластиками увеличивать скорость перемещения нет смысла, никакого преимущества это не даёт. Более того, если на модели образовались какие то бугорки или свесы подвернулась - быстро летящая голова может сорвать модель со со стола, зацепившись за них. При медленном перемещении обычно все проходит без потерь.
Prusa i3 rework - трудится с 2015 года
Черно-оранжевый 3D-SPrinter 232 - https://3deshnik.ru/forum/viewtopic.php?f=21&t=393
Черно-оранжевый 3D-SPrinter 232 - https://3deshnik.ru/forum/viewtopic.php?f=21&t=393
-
lopuh
- Сообщения: 582
- Зарегистрирован: 15 янв 2018, 12:54
- Благодарил (а): 22 раза
- Поблагодарили: 15 раз
Re: Печатаем на СПринтере
Начинал печатать с "Прелести"-профессионал -5. Мелкие принты (ABS)- держались нормально, побольше от 80...120 мм (от геометрии тоже сильно зависит )-50%-отлипало, брак. Причем две одинаковые детали на столе- одно нормально, вторая отлипает. Непредсказуемый результат. В итоге-купил БФ-2, и хочу Лонду тоже попробовать.
Пионеры- это такие ребята, которые делают скворечники.
-
DownHouse
- Сообщения: 76
- Зарегистрирован: 10 янв 2018, 15:19
- Имя: Дмитрий
- Благодарил (а): 13 раз
- Поблагодарили: 4 раза
-
PAP
- Сообщения: 86
- Зарегистрирован: 05 май 2016, 16:30
- Имя: Алексей
- Откуда: Саратовская обл., г. Балаково
- Благодарил (а): 4 раза
- Поблагодарили: 2 раза
Re: Печатаем на СПринтере
Здравствуйте. Народ ну всё просто, можно 50% бф2 и 50% спирта (это прямо злая смесь) и до остывания стола +/-60*С, деталь из АБС не оторвать. Я брал спирт и бф2 в "Чип и Дип".
-
DownHouse
- Сообщения: 76
- Зарегистрирован: 10 янв 2018, 15:19
- Имя: Дмитрий
- Благодарил (а): 13 раз
- Поблагодарили: 4 раза
Re: Печатаем на СПринтере
Ну Чип и Дип не во всех городах есть. "бф" может в строительных магазин есть? А вот спирт я что то ни где не видел. Только в аптеке какую то замену продают "Асептолин" может он подойдет.
-
PAP
- Сообщения: 86
- Зарегистрирован: 05 май 2016, 16:30
- Имя: Алексей
- Откуда: Саратовская обл., г. Балаково
- Благодарил (а): 4 раза
- Поблагодарили: 2 раза
Re: Печатаем на СПринтере
У меня тоже нет Ч/Д, они доставляют в любую Евросеть, цена доставки очень гуманная. Асептолин - незнаю, подойдет или нет.