Vladikas писал(а): ↑25 сен 2018, 12:47
Настройки куры по умолчанию для PETG. Обдува нету. .
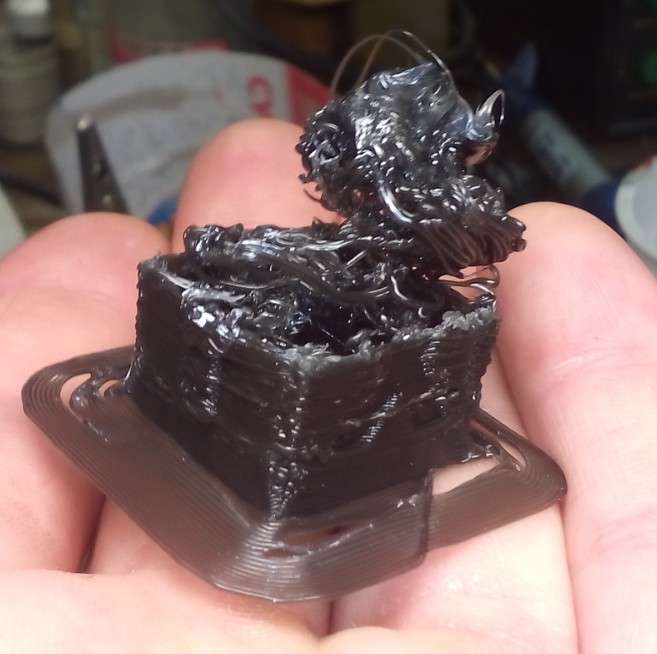
Для PETG - очень долго подбирал настройки. Сейчас - скорость печати 30 мм/сек. Температура -256 градусов, сопло 0,4 мм, слой 0,2 мм
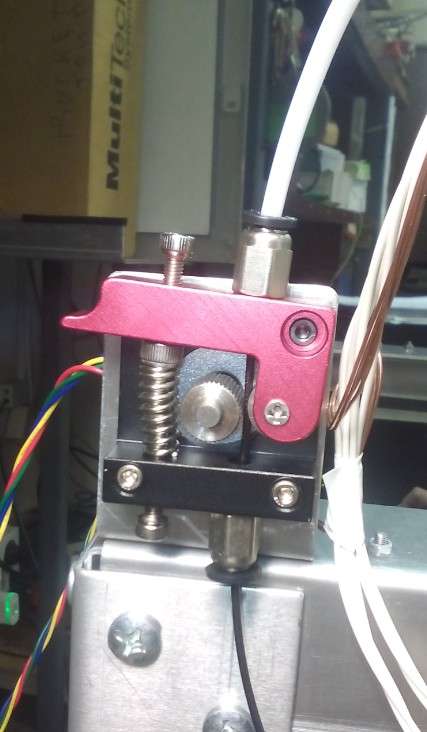
Ну и самая большая проблема - это китайская пружинка в узле экструдера(подавателя прутка). Нужно заменить на любую советскую пружинку, подходяшего диаметра. У вас проблема могла и из подачи прутка возникнуть. Сбой в подаче прутка и всё- нет больше нормальной выкладки пластика на печатаемую деталь. А могла и гряз или пластиковая стружка попасть в узел подачи и в хот-енд и всё вам напортить. Кусочек губки на прутке вам поможет.
Но начинать поиск проблем надо, как вам сказали, надо с анализа работы оси Z.
Примитивный обдув колхозится из листка бумаги , который направляет воздушный поток от охлаждения радиатора хот-енда на деталь. Прямоугольный листок закрепляется скрепкой(или зажимом) на радиаторе под углом 45 градусов и направляет воздушный поток вниз на деталь.