
Метки: Cura, ретракт
2015-10-23
Раздел: Настройка, Слайсеры
![]() Автор: AKDZG Просмотров: 26 062
4 комментария
Автор: AKDZG Просмотров: 26 062
4 комментария
Cura – оптимизация настроек ретракта
Добавлено в закладки: 8
Что такое ретракт и для чего он нужен
Ретракт – это откат прутка в экструдере (всасывание нити в сопло) при переходе с одного островка печати на другой. Ретракт нужен для снижения количества артефактов (нитей, козюлек, пупырышек) на внешней поверхности детали.
Кому он мешает и для чего его регулировать?
Обычно проблемы возникают при использовании некачественного пластика для печати. В большинстве случаев это касается PLA пластика, но встречаются проблемы и с ABS прутком. При частых ретрактах экструдер может перетереть пруток и он перестанет поступать в сопло.
Какие цели?
Уменьшить частоту ретрактров (откатов) без потери или с частичным ухудшением (в тяжёлых случаях) качества наружной поверхности детали.
Где находятся настройки ретракта (отката) в слайсере Cura?
Рассмотрим главное окно и вкладку “Основные” настройки
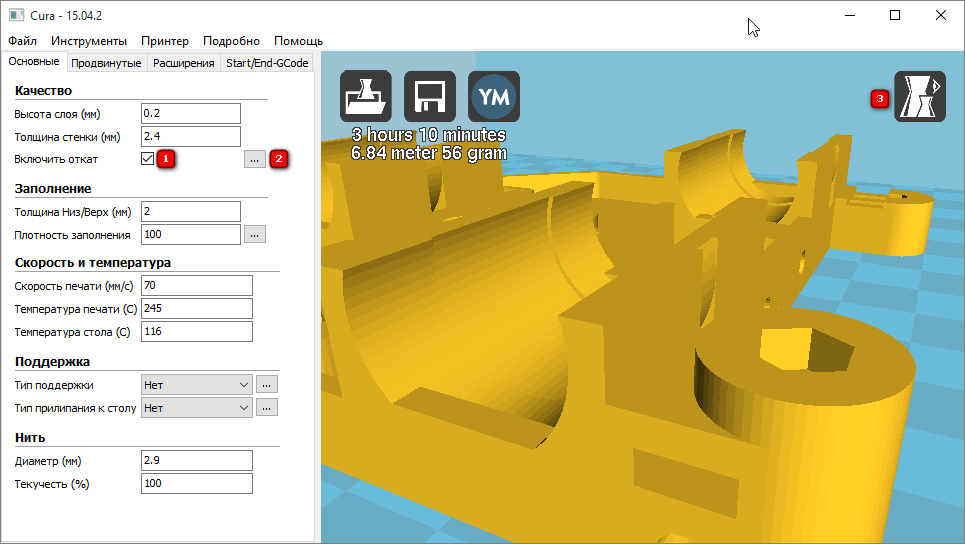
1. Включение и отключение функции ретракта (отката)
2. Кнопа вызова Подробных настроек ретракта (отката)
3. Изменение вида детали на послойный. Стоят стандартные настройки.

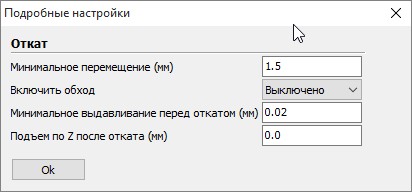
Меняем вид на послойный и открываем окно с Подробными настройками ретракта (отката)
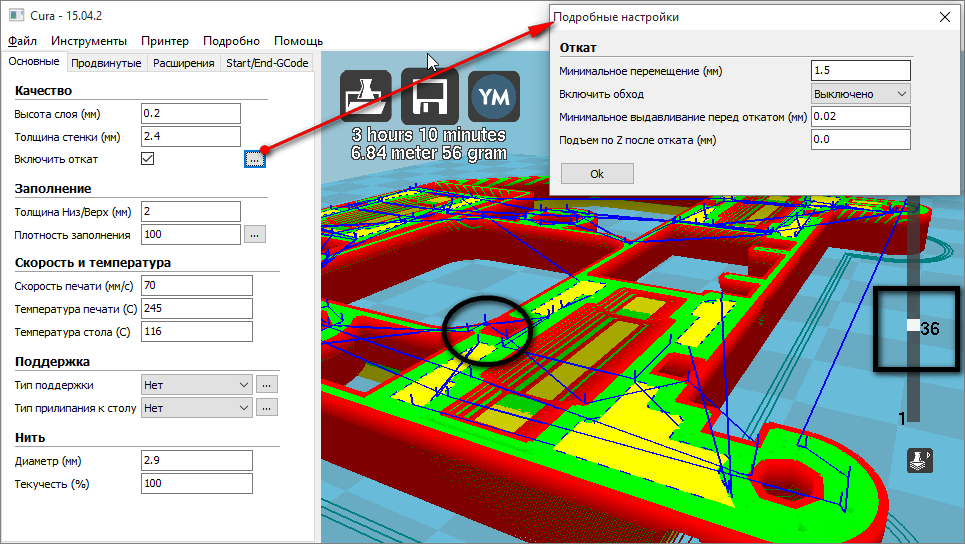
Чёрным квадратом справа я показал ползунок выбора слоя печати для просмотра и исследования.
Что обозначают разные цвета на послойном просмотре?
- Красный – внешняя граница. В настройках ретракта она называется Skin
- Зелёный – внутренняя граница.
- Жёлтый – заполнение.
- Синие линии – холостые переходы сопла без выдавливания пластиковой нити
- Вертикальные синие столбики – это и есть места совершения ретракта (отката). Обозначил чёрным эллипсом.
Начинаем исследование 
Для начала отключим ретракт и посмотрим, что выйдет.
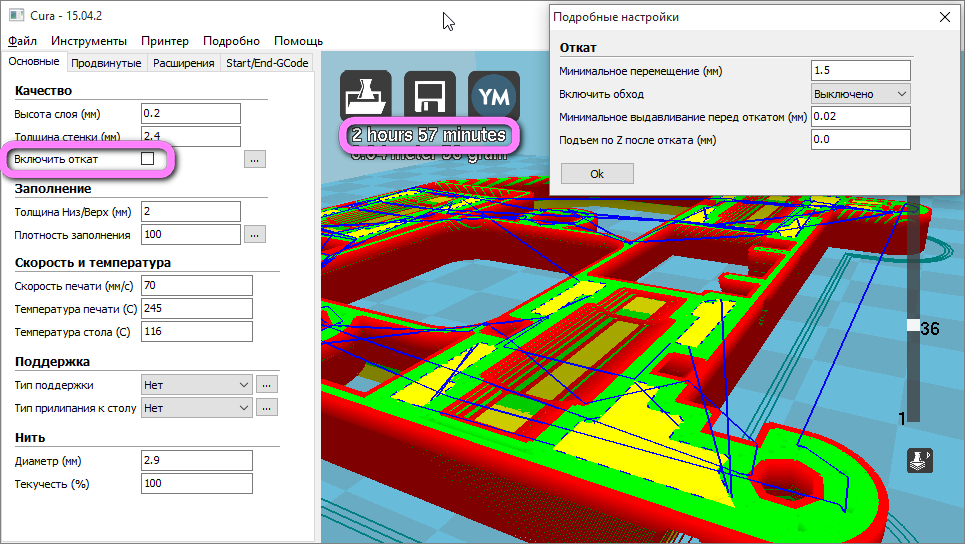
Время печати уменьшилось и пропали синие столбики ретракта.
Теперь включаем ретракт и смотрим на стандартные настройки.
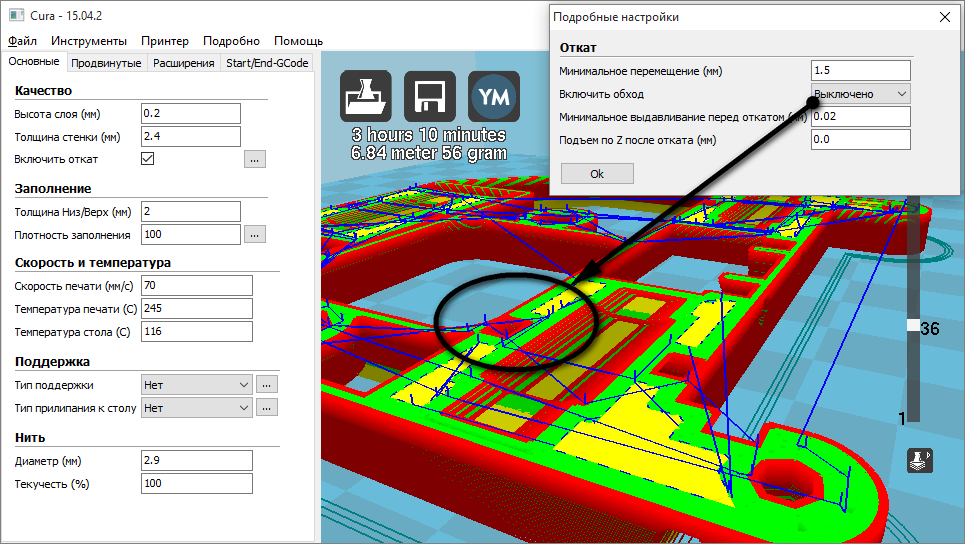
Минимальное перемещение – 1,5 мм. Включить обход – “Выключено”.
Столбиков ретракта много и время печати большое.
Изменим Включить обход на “Все”.
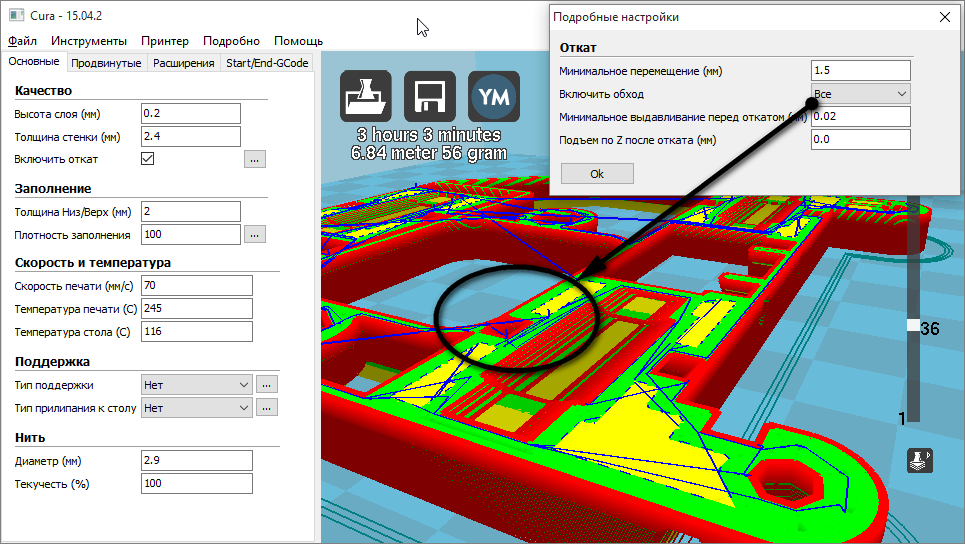
Теперь количество ретрактов очень маленькое, а сопло старается не выходить за контур детали при холостом ходе без выдавливания пластиковой нити. Время тоже снизилось. В этом режиме сопло избегает ретракта всеми возможными путями, что может негативно сказываться на качестве наружной поверхности детали.
А теперь включим в Включить обход – “No Skin”. Это самый качественный и при этом экономичный режим работы ретракта (отката).
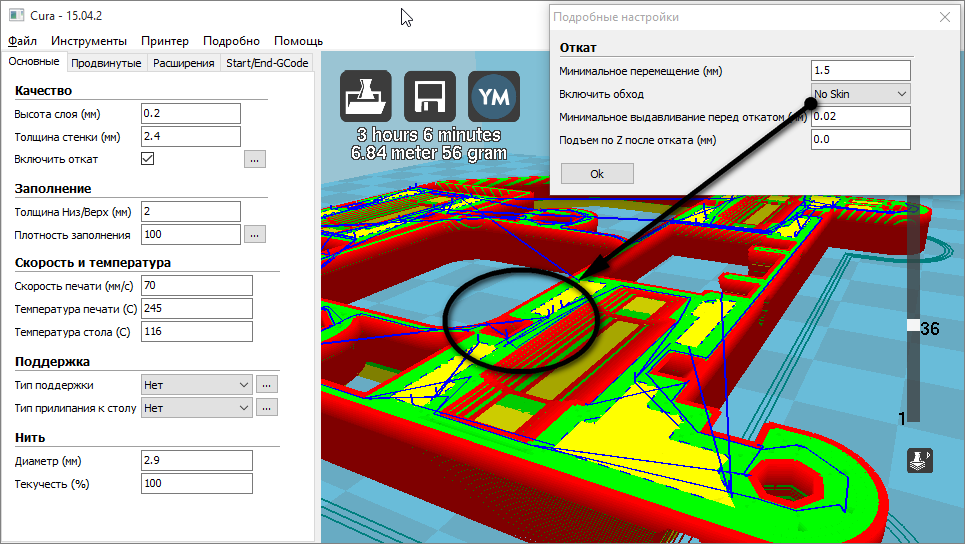
Количество ретрактов возросло, но при обходе сопло не проходит по внешней границе (Skin), что уменьшает количество возможных артефактов на видимых поверхностях детали.
Дополнительно снизить частоту ретрактов можно увеличением параметра Минимальное перемещение (мм). Поставим 8 мм.
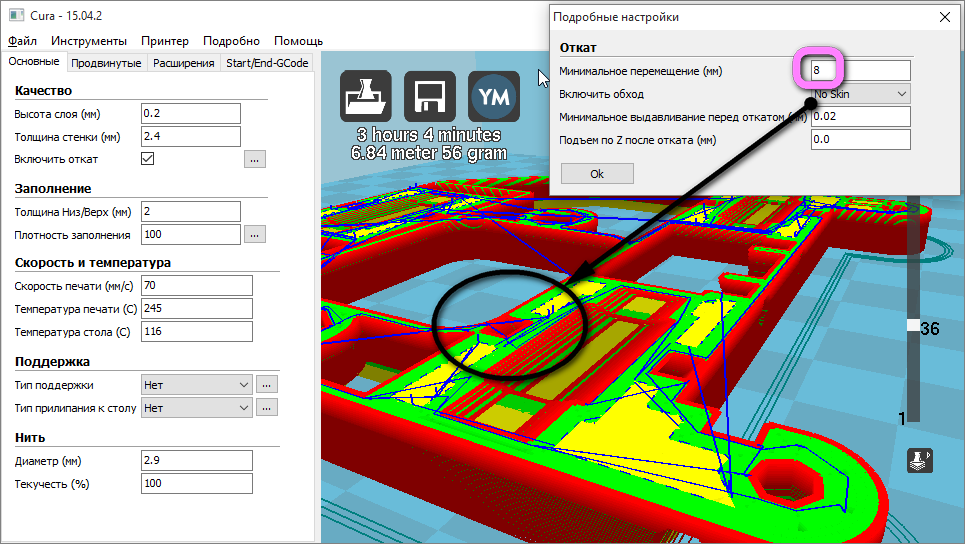
Что мы видим? Частота реально снизилась, но местами качество поверхности может немного пострадать. На таких настройках я печатаю ABS пластиком на Mendel90 – болт экструдера меньше забивается пластиковой пылью и возрастает стабильность получения допечатанной детали.
В “Продвинутых” настройках есть ещё два параметра влияющих на ретракт.
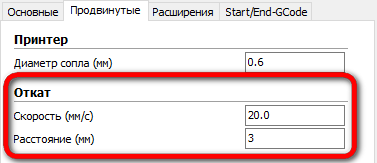
Скорость (мм/с) – скорость с которой отдёргивается пруток при ретракте. При уменьшении скорости снижается вероятность прогрызания экструдером прутка, а также это повышает вероятность появления артефактов на детали.
Расстояние (мм) – длина прутка участвующая в ретракте. При частых ретрактах и большом значении параметра “Расстояние” велика вероятность перетирания прутка экструдером. При малом значении снижается эффективность ретракта и увеличивается количество артефактов.
Теперь Вы знаете методы воздействия на ретракт.
Всем удачи и стабильной печати!
![]()
Ссылка на обсуждение статьи на форуме
4 комментария на «Cura – оптимизация настроек ретракта»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
3D сканер Циклоп. Своими руками Pronterface – управление 3D принтером




















































































































































У меня при ретракте, при поднятии головы, пластик тянется вверх, что можно сделать, чтоб этого небыло?
Можно увеличить скорость, длину ретракта.
А если наоборот – при возврате из ретракта принтер дает такую порцию пластика перед тем, как начать движение по контуру, что получается капля?
Возможно слишком быстрый откат и расплав перегрет. Получается пруток отрывается при откате от расплава, а расплав и дальше прогревается в сопле.