Метки: 32 бита, 3D принтер, CoreXY, закрытый корпус, нейлон, поликарбонат
2018-05-18
Раздел: Обзор
![]() Автор: Faberant Просмотров: 8 831
23 комментария
Автор: Faberant Просмотров: 8 831
23 комментария
3D-принтер Faberant Cube, сделано в России. Подробно обо всем.
Добавлено в закладки: 0
Статья предназначена для всех, кто интересуется аддитивными технологиями. Рассказ пойдет о решениях, на основе которых создаются 3D-принтеры. Подробно разобраны проблемы большинства 3D-принтеров и новые решения, которые применены в 3D-принтере Faberant Cube, разработанном в России.
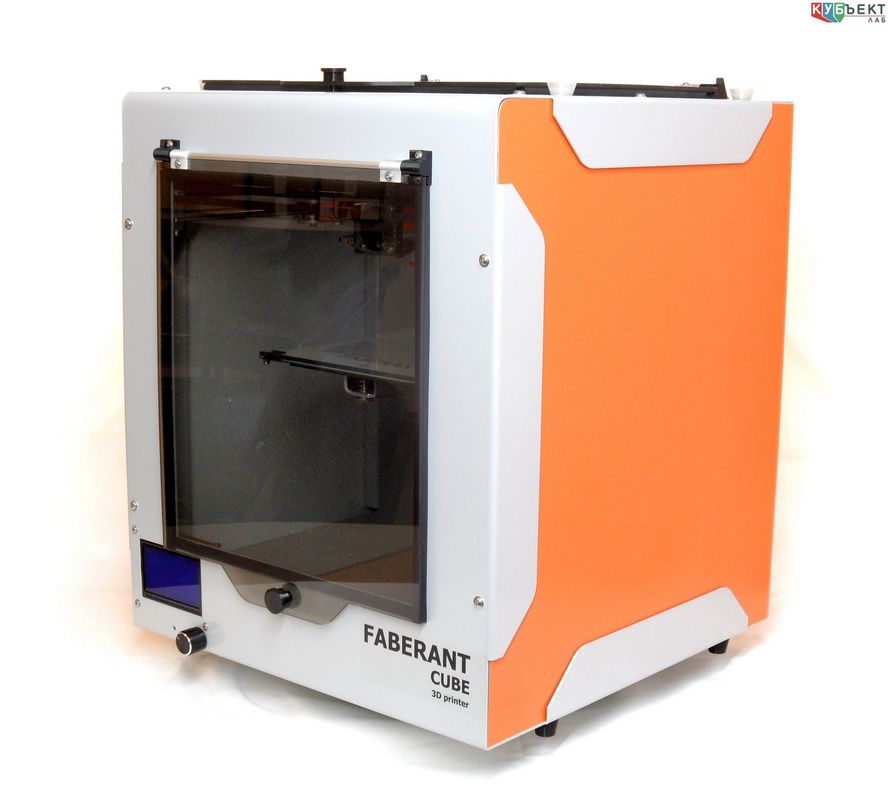
3D-принтер Faberant Cube с инновационной системой высокой точности FCoreXY и высокотемпературным экструдером.
Новый 3D-принтер Faberant Cube является второй моделью 3D-принтера, разработанной и производящейся “Кубъект Лаб”, г. Новосибирск.
Первая модель принтера Faberant, выпускавшаяся в 2015-2017 гг. была выполнена по классической схеме Prusa I3 с открытым корпусом и подвижным столом.
Новая модель Faberant Cube использует закрытый кубический корпус, разработанную в “Кубъект Лаб” инновационную систему перемещений для 3D-принтеров высокой точности – FCoreXY и высокотемпературный цельнометаллический экструдер, позволяющий печатать всеми видами пластиков.

Закрытая камера
Как известно, проблемой при печати пластиками с усадкой, такими как АБС и нейлон, в обычных принтерах, является большая усадка материала при остывании, из-за чего деталь отрывает от стола и сильно загибает края изделия.
В 3D-принтере Faberant Cube рабочая камера полностью закрыта со всех сторон и удерживает вокруг печатаемой детали высокую температуру. Поэтому, даже при использовании различных популярных материалов с усадкой, можно получать хороший результат.
Стоит отметить, что в 3D-принтере Faberant Cube сверху нет торчащих проводов и трубок, как на большинстве принтеров, а есть полностью закрывающаяся верхняя крышка, которая удерживает тепло в рабочей камере. Поэтому 3D-принтер Faberant Cube имеет по-настоящему закрытую камеру для печати, что является несомненным преимуществом при печати материалами с усадкой.
Корпус принтера выполнен из стали толщиной 2 мм. Снаружи имеется цветная декоративная оболочка из композита алюминия. Прозрачные дверки сверху и спереди служат для герметизации камеры печати, но могут быть быстро сняты без инструментов. Внутри принтера есть 3 отдельных отсека – сзади, справа и слева, отделяющие горячую рабочую камеру от внешних стенок принтера.
При закрытии обеих дверок, внутри камеры включается конвекция горячего воздуха для того, чтобы по всему объему температура была одинаковой. Это помогает при печати больших изделий из пластиков с усадкой.
При печати ПЛА–пластиками, у которых нет усадки, но которые любят обдув холодным воздухом, конвекцию можно запустить при открытых дверках отдельной кнопкой на корпусе.
Принтер имеет внутреннюю подсветку области печати, которую можно включить или отключить также отдельной кнопкой на корпусе.
Материал в принтер подается с внешне расположенной катушки в виде нити стандартного диаметра 1,75 мм по термостойкой трубке.
Двигатели XY и Z в 3D-принтере Faberant Cube вынесены из камеры печати и скрыты в техническом отсеке с принудительной вентиляцией. На подавляющем числе других принтеров эти двигатели находятся в камере печати и испытывают значительный нагрев. В нашем принтере эта проблема полностью решена.
Система перемещения CoreXY
Система перемещений для 3D-принтеров CoreXY появилась в 2011 году, ее разработчик Ilan E. Moyer. С тех пор появилось несколько ее вариаций, и до сих пор она является наиболее прогрессивной системой перемещений.
Достоинства системы CoreXY:
1) Поскольку двигатели осей XY располагаются отдельно от осей перемещения на корпусе, это дает возможность увеличить скорость перемещений и печати. (На принтерах с другими системами мотор может быть встроен в одну из осей, что увеличивает ее вес.)
2) Перемещения по оси X, также как по оси Y, выполняются сразу двумя моторами, а не одним, как на классических схемах. Это дает возможность в 2 раза точнее позиционировать экструдер по осям, а значит и увеличить точность печати.
3) Система CoreXY сбалансирована по возникающим нагрузкам. По этой причине CoreXY прекрасно работает как на валах, так и на линейных направляющих.
А, например, похожая и более простая система H-bot, которая применяется во многих принтерах, хорошо работает только на более дорогих линейных направляющих, которые могут сдержать ее неравномерные нагрузки.
4) Для всего 3D-принтера на CoreXY нужно на один мотор меньше, по сравнению с классической схемой Prusa I3.
Улучшенная система перемещения FCoreXY высокой точности
Первая модель принтера Faberant, выпускавшаяся в 2015-2017 гг. была выполнена по классической схеме Prusa I3. Во время печати экструдер в такой схеме перемещается одним мотором по оси X, вся ось X вместе с экструдером поднимается вверх по оси Z двумя моторами слева и справа. А столик в это время перемещается вперед-назад вместе с печатаемой деталью по оси Y еще одним мотором.
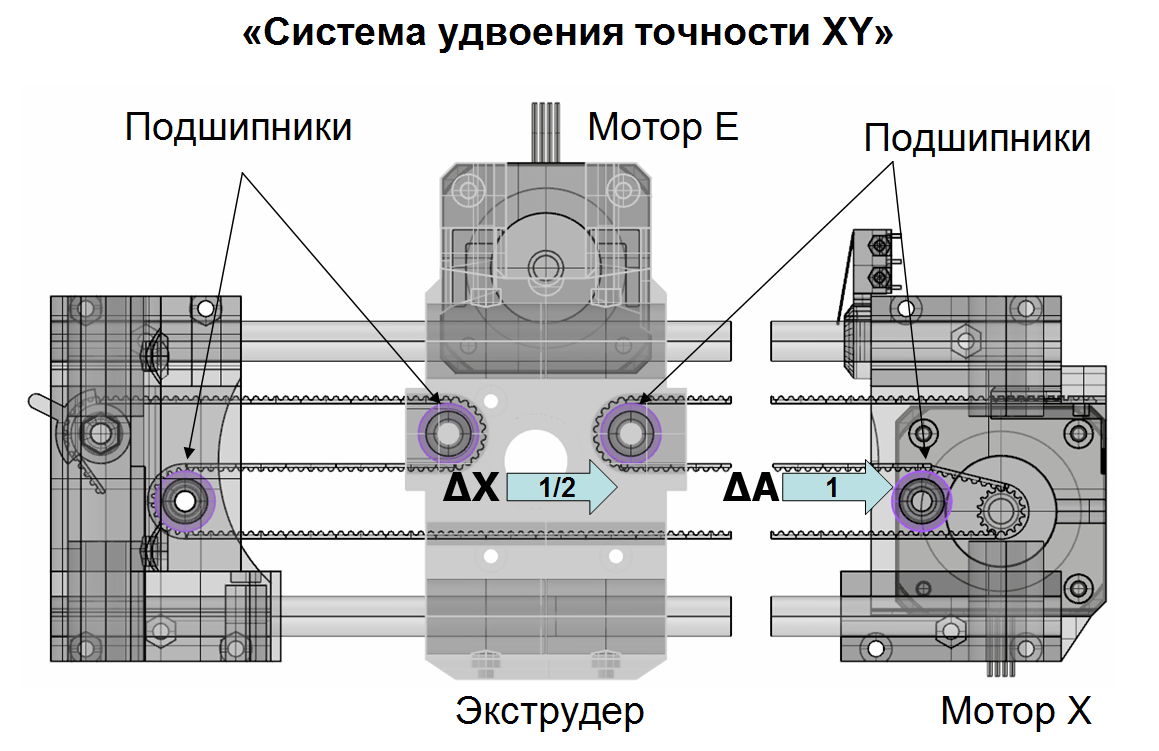
Для первой модели 3D-принтера Faberant в “Кубъект Лаб” было разработано инновационное улучшение для классических систем перемещения – система удвоения точности XY (см. схему). Она представляет собой механизм с двухсторонними блоками, где ремень передает усилие на подвижный элемент конструкции через блок с подшипниками. Это позволяет за одно минимальное перемещение на приводном моторе получить 1/2 перемещений на подвижном элементе конструкции – каретке с экструдером, двигающейся по X, и столику, двигающемуся по Y. Стоит отметить, что блоки были известны еще со времен Архимеда, но использовались для выигрыша в силе. В новой же системе блоки были использованы для двукратного выигрыша в точности.
Для примера: при перемещении ремня мотором ΔA на 10 см, получаем перемещение экструдера принтера ΔХ всего на 5 см, т.е. в 2 раза меньше, а значит точнее.
За 2 года эксплуатации 3D-принтеров первой модели с данной системой удвоения точности она зарекомендовала себя только с положительной стороны. Поэтому, когда в “Кубъект Лаб” стал разрабатываться новый 3D-принтер, и для него была выбрана прогрессивная система перемещений CoreXY, было решено попытаться совместить ее и нашу систему удвоения точноcти XY, для получения еще более точных результатов печати.
Система перемещений первой модели 3D-принтера Faberant
ΔX=1/2*ΔA
После расчетов на виртуальных моделях стало ясно, что такое совмещение возможно с сохранением всех преимуществ соединяемых систем, а точность новой гибридной системы теоретически может быть выше классических систем перемещений в 4 раза!
Далее была разработана конкретная реализация новой улучшенной системы перемещения высокой точности, которая была названа “FCoreXY”, от первой буквы названия принтера Faberant и названия базовой системы CoreXY. Стоит отметить, что никто ранее не делал такую систему и это наша инновационная разработка.
Сложностью реализации систем на классической CoreXY является то, из-за особенности конструкции, два ремня должны перекрещиваться. Чтобы они не касались друг друга при работе, используются разные решения.
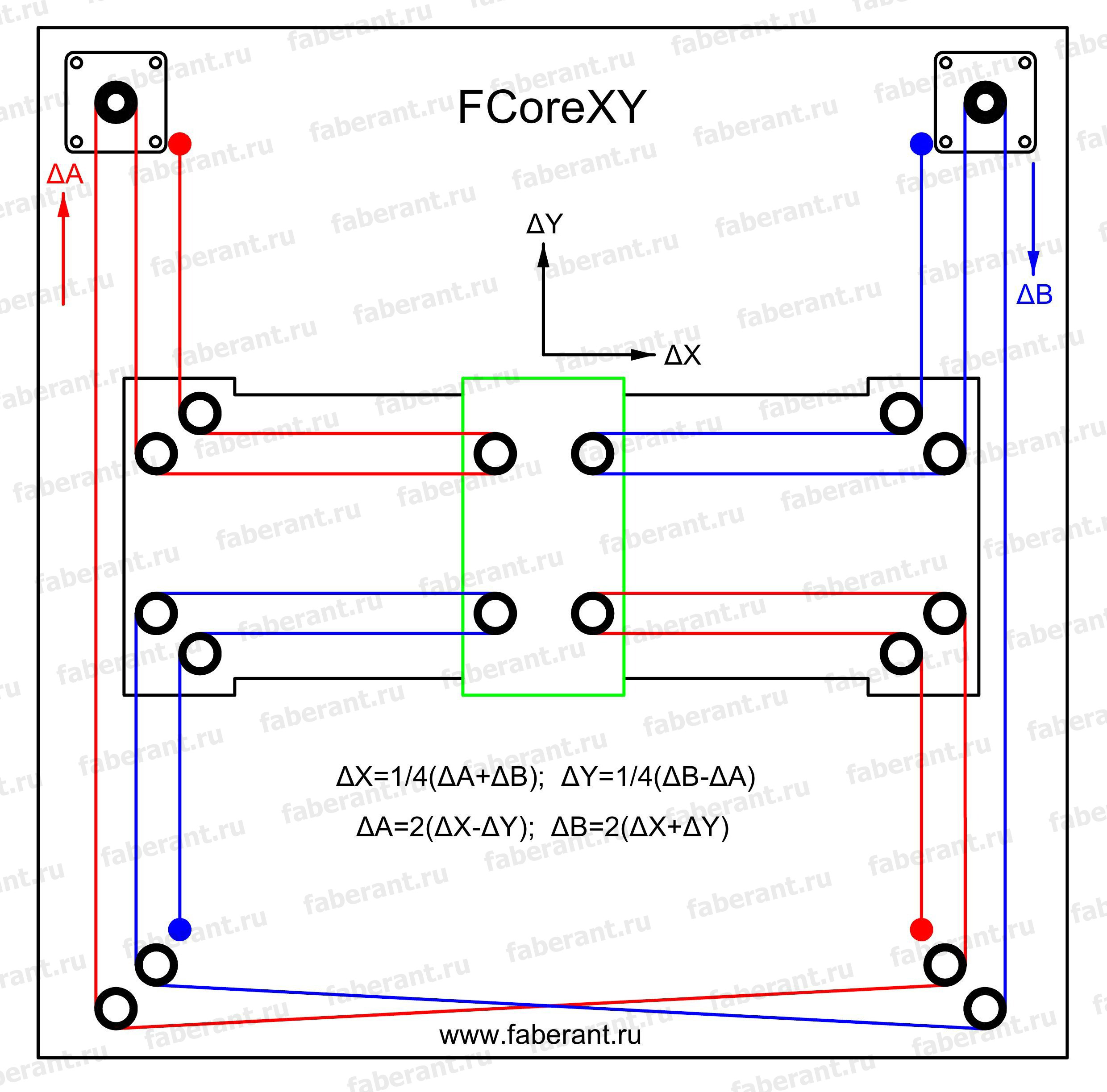
Система перемещений FCoreXY высокой точности
Красные и синие линии – ремни.
В нашей системе FCoreXY используется решение с двумя уровнями, где ремни идут параллельно один над другим и не пересекаются. Некоторые шкивы в этой конструкции также располагаются в два уровня друг на другом на одной оси и занимают меньше места, чем в классической CoreXY.
Важным отличием FCoreXY стало то, что мы повернули моторы осями в горизонтальную плоскость, что позволило улучшить компоновку остальных элементов.
Двигатели XY в 3D-принтере Faberant Cube вынесены из камеры печати и скрыты в техническом отсеке с принудительной вентиляцией. Стоит отметить, что у многих других принтеров эти двигатели находятся в камере печати и могут перегреваться. В нашем принтере такого не произойдет.
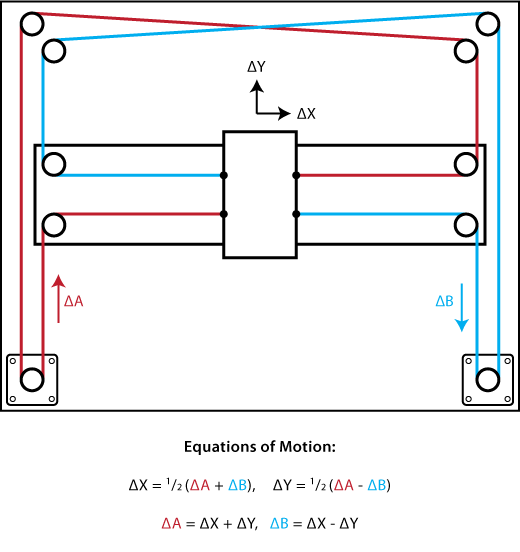
Для повышения точности, в системе FCoreXY используются дополнительные блоки, которые удалось разместить очень компактно, без существенного увеличения размеров всей конструкции. Уравнения перемещений показывают, что точность системы FCoreXY может быть в 4 раза выше классических систем (см. уравнения перемещений на схеме).
Для примера: при перемещении ремней моторами ΔA и ΔB на 10 см каждый, суммарно 20 см, получаем перемещение экструдера принтера ΔХ всего на 5 см, т.е. в 4 раза меньше, а значит точнее.
Если обычные принтеры печатают с точностью 0,1 мм по осям XY, то принтер на FCoreXY может печатать с точностью в 4 раза выше – 0,025 мм по осям XY.
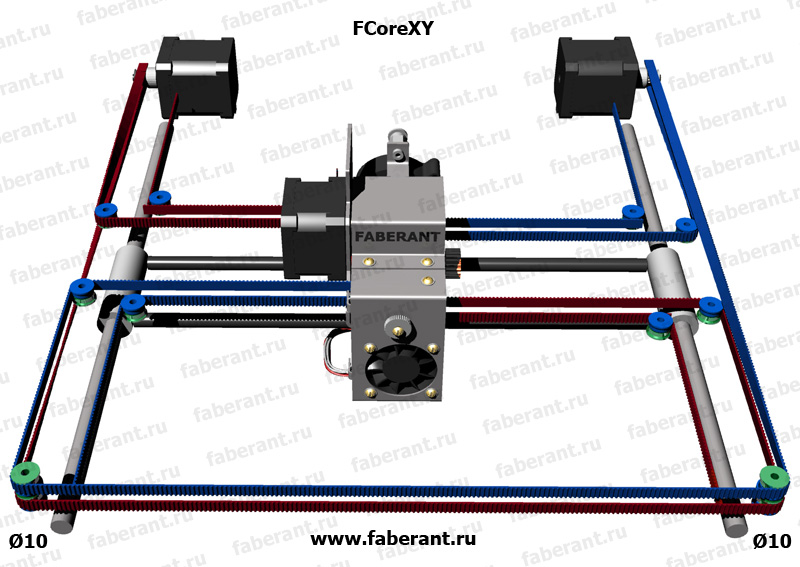
Реализация FCoreXY для 3D-принтера Faberant Cube
По оси Y используются толстые направляющие диаметром 10 мм,
по оси Х – более тонкие диаметром 8 мм
В результате использования системы на FCoreXY, 3D-принтер Faberant Cube может печатать очень точно геометрически, а поскольку слои укладываются с высокой точностью по XY, то боковая поверхность изделий, образуемая периметрами слоев, получается визуально очень ровной, хотя печать и идет слоями по технологии FDM (см. пример печати многогранной вазы).
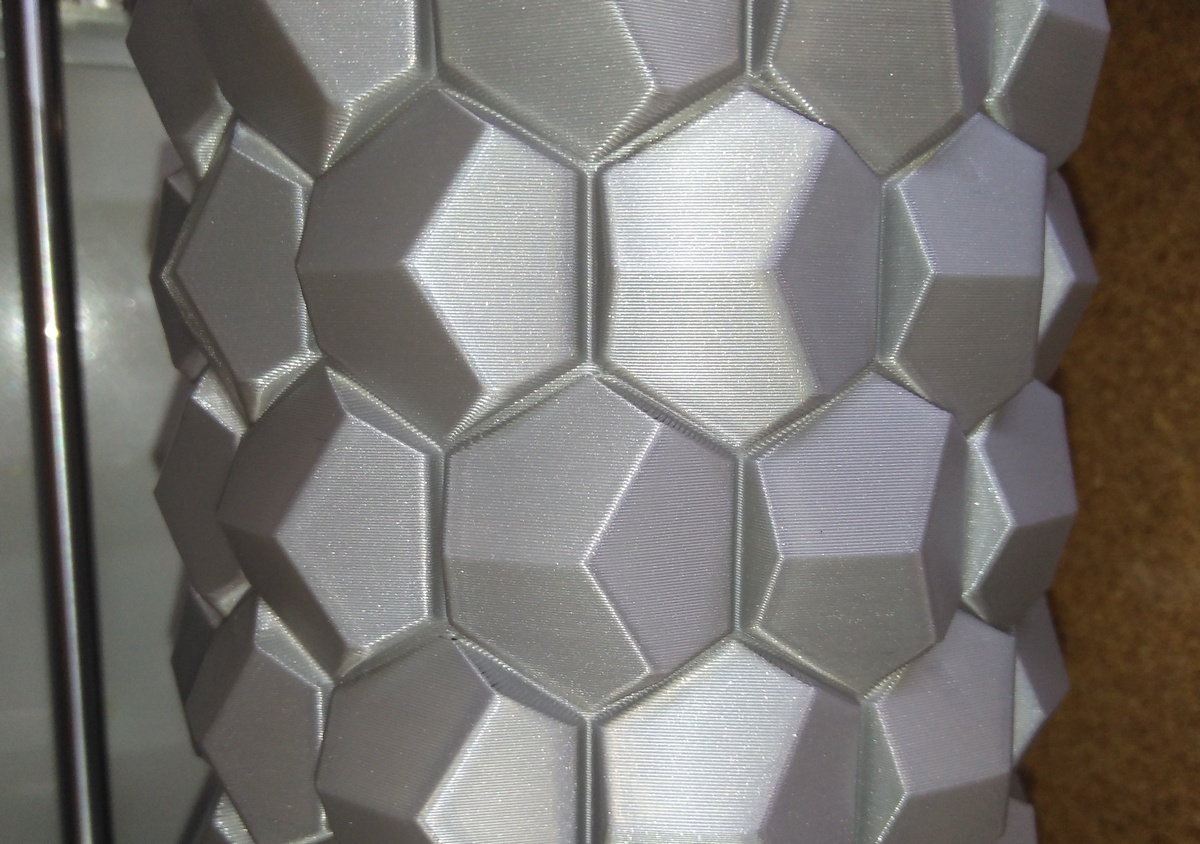
Печать многогранной вазы в одну стенку
Максимальная высота слоя 0.3 мм., скорость печати периметра 100мм/сек.
Диаметр изделия – 13 см
Модель вазы тут
Высота слоя 3D-печати
Как известно, 3D-принтеры работающие по технологии FDM, наносят расплавленный материал слой за слоем по вертикальной оси Z, выращивая деталь. Чем меньше высота отдельного слоя, тем выше качество боковой и наклонных поверхностей.
Большинство 3D-принтеров для перемещения по оси Z используют прямое подсоединение мотора Z к ходовому винту. Это может приводить к неравномерной высоте каждого последующего слоя при печати с ухудшением общего результата печати изделия. Этот момент становится очень важным при печати сверхтонкими слоями, т.к. именно на них погрешности могут стать заметнее всего.
Для того, чтобы получить максимально одинаковые по высоте слои и максимальное качество печати, для 3D-принтера Faberant Cube разработан специальный редуктор для оси Z с соотношением 1 к 2,5. Это значит, что высота слоев при печати будет в 2,5 раза более точной, чем на других принтерах без редуктора.
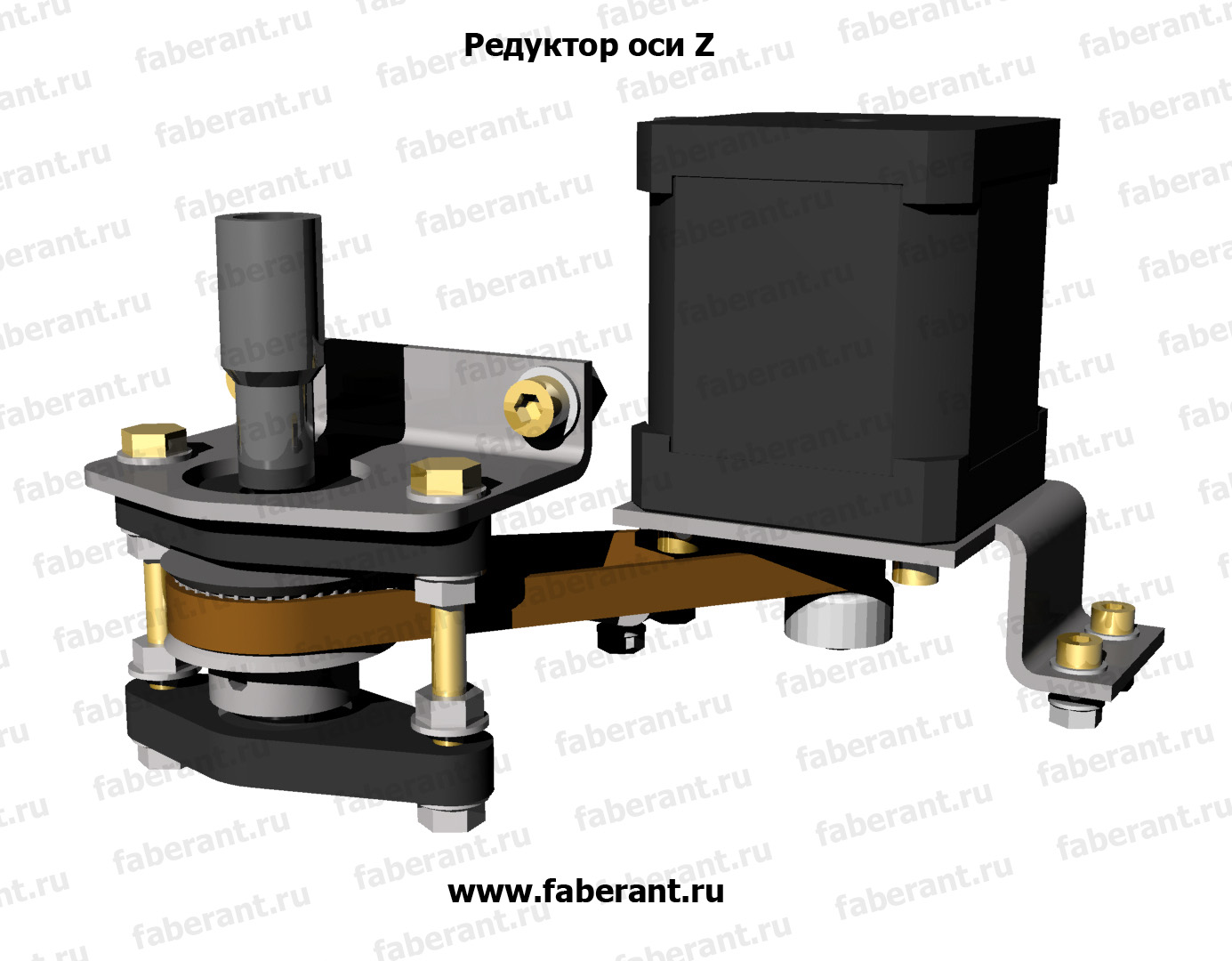
Двигатель оси Z, также как XY, вынесен из камеры печати и скрыт в техническом отсеке с принудительной вентиляцией, чего нет на большинстве других принтеров.
Минимально протестированная высота слоя печати для 3D-принтера Faberant Cube составляет 0.06 мм. При таком тонком слое уже практически невозможно разглядеть слои и поверхность изделия становится блестящей и гладкой. Если сравнивать печать с аналогичным слоем на других принтерах, то можно увидеть, что результаты их печати хуже, чем у Faberant Cube, что можно объяснить выше обозначенными причинами. (См. пример печати сапожка)
Ожидается, что на 3D-принтере Faberant Cube возможна качественная печать слоем 0.04 мм и 0.02 мм, но для этого требуются дополнительные испытания для подтверждения.

Печать сапожка
Электроника 32bit
На подавляющем числе 3D-принтеров с классическими системами перемещения используется электроника 8bit, в основном это плата Arduino MEGA2560. И ее вполне хватает.
Однако, при использовании более прогрессивных систем перемещения повышенной точности, таких как FCoreXY, в которых производятся более сложные вычисления, появляется проблема недостатка быстродействия 8bit электроники. Это может быть выражено в низкой максимальной скорости печати и артефактами при печати изделий.
Поэтому, для 3D-принтера Faberant Cube была выбрана более быстродействующая электроника, чем в других 3D-принтерах – это 32bit Arduino DUE. Данная плата позволяет печатать быстро и точно.
Arduino DUE
Оптический концевой датчик по оси Z
Большинство 3D-принтеров все еще использует механический контактный датчик нулевого положения столика по оси Z. Такие датчики имеют довольно низкую точность. Это приводит к погрешностям при печати первого слоя, который является основой для всей последующей печати. Плохо напечатанный первый слой может привести даже к отрыву изделия от стола при печати. Кроме того, с механическим датчиком пользователю может потребоваться чаще выравнивать высоту стола, а это дополнительные неудобства.
Для решения этих проблем в 3D-принтере Faberant Cube используется более точный бесконтактный оптический концевой датчик по оси Z. Это позволяет получать хороший первый слой и реже возникает необходимость выравнивать высоту стола.

Печатный стол сверху
Конструкция стола
Важной особенностью конструкции стола Faberant Cube является его основание – оно треугольное, выполнено из алюминия с загибами по краям. Это позволяет детали быть очень прочной, а столу не гнуться, что важно при печати больших тяжелых изделий. Также это позволяет столу не вибрировать, что крайне сильно сказывается в положительную сторону на результатах печати.
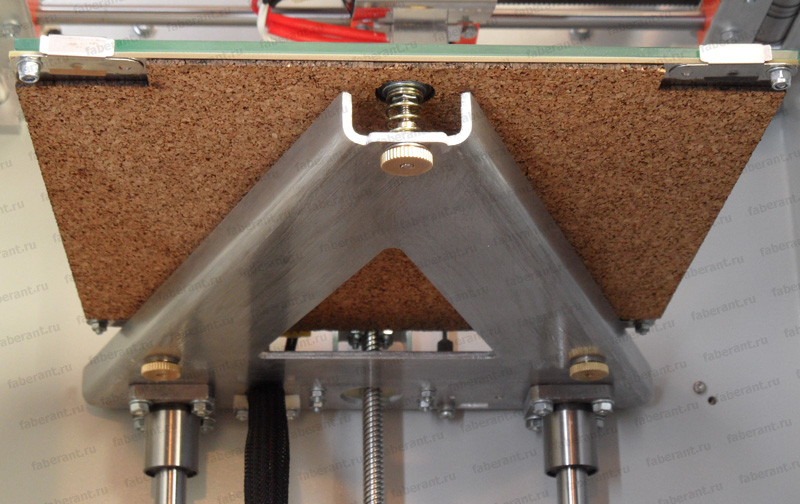
Печатный стол снизу
Сама нагревательная поверхность закрыта стеклом, которое удерживается четырьмя специальными зажимами, а снизу имеется термоизоляция из пробки. Вся конструкция стола очень легкая и устойчивая. Она перемещается по вертикали по Z на мощных осях диаметром 12 мм с четырьмя линейными подшипниками – по два сверху и два снизу.
Плоскость столика у 3D-принтера Faberant Cube выравнивается в полуавтоматическом режиме по трем точкам с помощью трех ручек под столиком.
Нагрев столика возможен до 120°C (в последних модификациях – до 170°C), что достаточно для подавляющего вида пластиков.
Стоик может перемещаться по вертикали на целых 245 мм. Это значит, что можно печатать изделия такой большой высоты. У большинства других похожих 3D-принтеров высота печати ограничена 200 мм и даже меньше.
Весь же печатаемый объем 3D-принтера Faberant Cube составляет 200 х 200 х 245 мм (X|Y|Z), что составляет 9,8 литра.
Цельнометаллическая система экструзии
Как известно, при длительной 3D-печати таким распространенным пластиком как ПЛА, на 3D-принтерах с цельнометаллическими экструдерами могут образовываться пробки, которые останавливают процесс печати, а также засоряют систему экструзии, которую не всегда легко очистить.
Для решения этой проблемы, многие производители взяли на вооружение использование скользкой фторопластовой трубки, которая идет внутри канала экструдера и не дает полурасплавленному пластику застревать.
Это решение работает, но имеет ряд недостатков.
Так, температуру печати нельзя надолго поднимать выше 250°C, иначе фторопласт начнет разлагаться с выделением вредных испарений. Кроме того, такое ограничение максимальной температуры не позволяет печатать прочными тугоплавкими пластиками.
Для 3D-принтера Faberant Cube в “Кубъект Лаб” разработан цельнометаллический экструдер, который лишен таких недостатков.
Экструдер 3D-принтера Faberant Cube
Новый экструдер работает без фторопласта в нагреваемой части, и при этом длительная печать ПЛА-пластиком идет без образования пробок и остановок.
Максимальная рабочая температура экструдера 3D-принтера Faberant Cube составляет целых 340°C! Это намного выше, чем у подавляющего числа других принтеров.
Высокая температура экструзии позволяет печатать такими высокопрочными пластиками, как поликарбонат, нейлон, а также позволит использовать новые тугоплавкие пластики, которые еще только находятся разработке у производителей.
Мы учли проблему, возникающую на других принтерах при печати мягкими материалами, такими как rubber и полиуретан. Из-за мягкости филамент наматывается на подающую шестерню, перестает подаваться в экструдер, и печать становится невозможной. Для печати мягкими филаментами мы разработали специальный долговечный направитель прутка из алюминия, который не дает мягкому прутку изгибаться и делает печать непрерывной.
На данный момент 3D-принтер Faberant Cube может печатать следующими материалами: АБС, нейлон, поликарбонат, ПЛА, FLEX, rubber, полиуретан, HIPS, PVA, SBS, PETG, POM, PP и др.
За счет особой конфигурации экструдера удалось кардинально повысить качество печати на всех режимах, максимально снизить образование пробки из пластика в нагреваемой части, а также устранить возможность протекания пластика в месте соединения термобарьера и сопла.
По умолчанию, на принтер установлено сопло диаметром 0.5 мм, которое может использоваться в 90% задач по 3D-печати. Это оптимальный диаметр для быстрой и качественной печати крупных и средних изделий. Для остальных 10% задач в комплекте идет сопло 0.3 мм, для более тонкой печати мелких изделий вплоть до слоя 0.06 мм.
Важно, что термобарьер экструдера Faberant Cube собирается с охлаждающим радиатором без резьбы и всю конструкцию легко обслуживать, например – выровнять по высоте вместе с соплом или полностью снять с принтера, при необходимости замены сопла.
При наличии двух собранных блоков нагрева с разными диаметрами сопел, время их ручной замены составляет всего около 30 секунд. Весь блок откручивается одним винтом. Это очень важно для тех пользователей, кто часто меняет сопла с одного диаметра на другой для различных целей печати.
Direct-экструдер
На многих принтерах используется удаленная подача пластика в экструдер (Bowden), т.е. мотор находится не на экструдере, а вынесен на корпус принтера. Из-за этого подаваемый пластик испытывает значительные деформации внутри подающей трубки на отрезке пути между мотором и соплом. Особенно заметно это становится для мягких пластиков. Частично пластик пружинит в этом отрезке, и когда мотор уже остановился и печать не требуется, а такое происходит множество раз во время печати, пластик продолжает выталкиваться под действием упругой силы и неконтролируемо вытекает из сопла, портя печатаемую деталь. Обычно с этим борются используя функцию отката пластика назад – Retraction. Но это занимает много времени на больших деталях, и увеличивает общее время печати.
В 3D-принтере Faberant Cube используется так называемый Direct-экструдер с редуктором. Это означает, что мотор расположен на самом экструдере и длина канала для пластика между мотором и соплом минимальна. Т.е. все упругие деформации пластика сводятся к минимуму, и становится возможной качественная печать любыми, даже мягкими материалами. Редуктор с соотношением 1 к 2,3 способствует более точной подаче пластика, что очень важно при печати сверхтонкими слоями, а также создает большее усилие для проталкивания пластика.
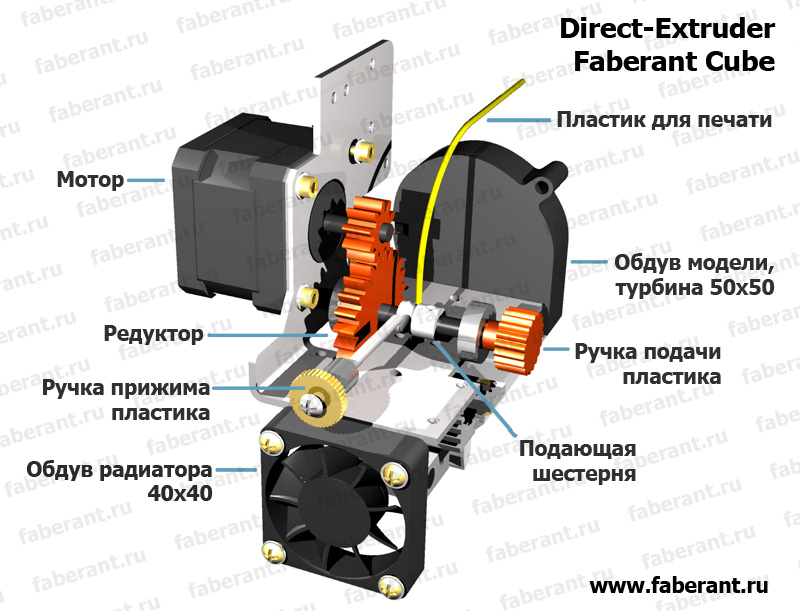
Стоит отметить, что вес экструдера не снижает результаты печати 3D-принтера Faberant Cube, т.к. сама система перемещений FCoreXY имеет значительно большее усилие для перемещения и торможения подвижной массы по осям XY.
Дополнением к экструдеру служит ручка подачи пластика. Она может пригодиться, если потребуется протолкнуть пластик вперед или назад без участия мотора, вручную. Это очень облегчает процедуру загрузки-извлечения пластика.
Сам пластиковый пруток зажимается передней ручкой прижима и надежно удерживается в нужном положении в течении всей печати.
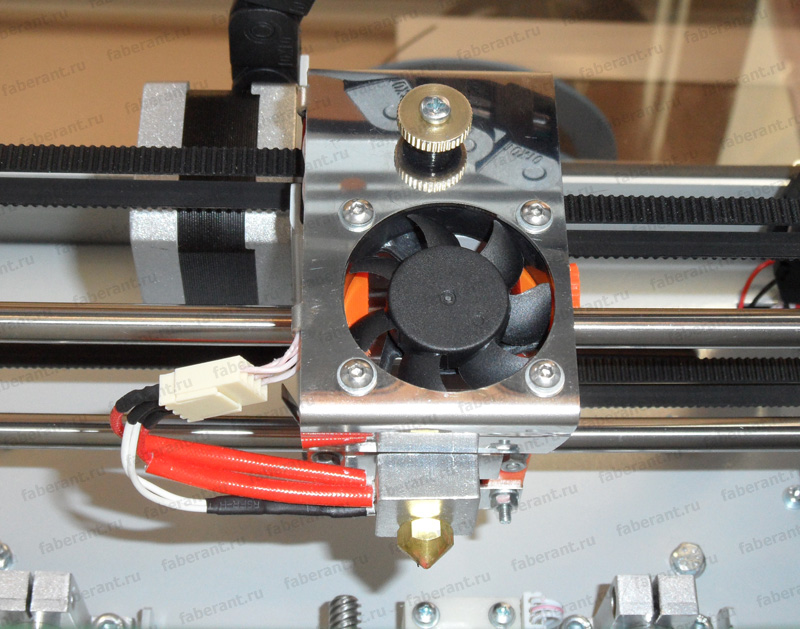
Система обдува экструдера
Система обдува экструдера состоит из вентилятора радиатора и вентилятора обдува модели.
Вентилятор радиатора необходим для создания большого градиента температур между зоной охлаждения и зоной плавления пластика. В большинстве 3D-принтеров для этой цели устанавливается небольшой и шумный вентилятор размером 30х30 мм. В Faberant Cube используется более мощный и тихий вентилятор 40х40 мм, что позволяет получать лучшие результаты печати, а также снижает нагрев охлаждаемой зоны при печати на высоких температурах в закрытой камере вплоть до 340°C.
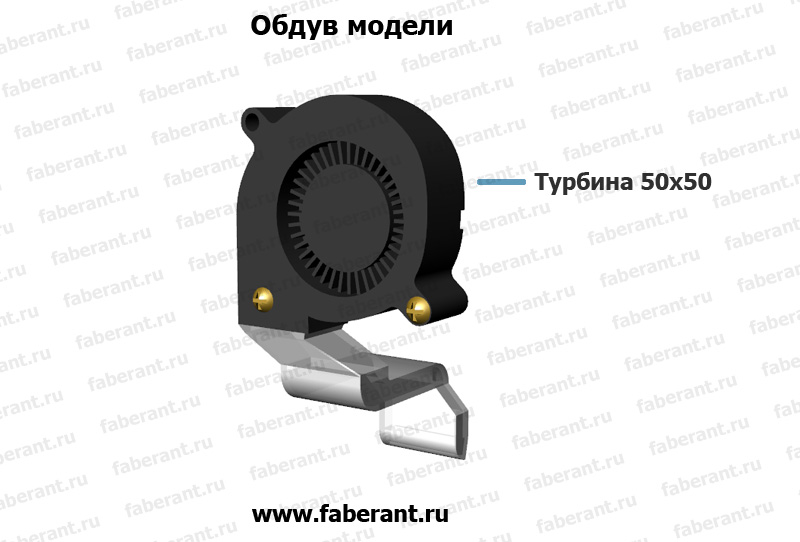
Обдув модели требуется для печати распространенным ПЛА-пластиком. Без обдува результат печати может быть печальным. Для такого обдува в 3D-принтерах обычно используют обыкновенные вентиляторы, поток от которых направляется в узкий канал и дует на модель под соплом. Однако, такие вентиляторы плохо справляются с этой задачей и поток воздуха на выходе из узкого канала получается слабым, что негативно влияет на результат печати.
В 3D-принтере Faberant Cube обдув модели усилен и представляет собой центробежный турбинный вентилятор размером 50х50. Мощный поток воздуха, проходя через специальный канал, надежно охлаждает печатаемую деталь и результат печати ПЛА-пластиком, особенно наклонных участков, получается очень хороший.
Дополнительные возможности
3D-принтер Faberant Cube оборудован встроенным дисплеем с органами управления и слотом для SD-карты, который позволяет производить автономную печать без подключения к компьютеру.
Работающий принтер имеет минимальный уровень шума, что выгодно отличает его от многих подобных.
Поскольку первая модель принтера имела успех у предпринимателей, и у некоторых было до 8 принтеров, вставала проблема размещения всех аппаратов в рабочем пространстве. Поэтому, для нового принтера мы разработали простую систему установки одного аппарата на другой для создания так называемых “печатных стен”. Другими словами, имеется возможность установки принтеров друг на друга для экономии места.
Заключение
Новый 3D-принтер Faberant Cube показывает прекрасные результаты печати различными материалами и рекомендуется как для домашнего использования, так и для коммерческой эксплуатации.
Разработка 3D-принтера велась в “Кубъект Лаб” в течении 6 месяцев. Мы старались учесть и решить все проблемы, которые присутствуют в других 3D-принтерах, чтобы сделать новый принтер лучшим в своем классе. Уверены, что нам это удалось, и наши пользователи по достоинству оценят этот труд.
Уважаемый читатель! Если Вам понравилась эта статья, то пожалуйста, поставьте “лайк”. Нам будет очень приятно. А если если Вы считаете, что эта информация может заинтересовать ваших знакомых, то будем признательны за “репост”.
Если Вы перейдете на наш сайт www.faberant.ru, то сможете познакомиться с подробными характеристиками 3D-принтера Faberant Cube а также узнать его стоимость. Купить 3D-принтер можно также на нашем сайте.
Последние новости проекта можно узнать у нас в группе ВК.
Посмотреть видео печати можно на нашем канале Youtube.
Спасибо за внимание!
Автор — Парфенов Евгений, руководитель “Кубъект Лаб”, разработчик 3D-принтеров Faberant.
23 комментария на «3D-принтер Faberant Cube, сделано в России. Подробно обо всем.»
Обсуждение закрыто.
Итоги весеннего конкурса красивых и сложных принтов Фото штатив UltraLite




















































































































































За статью спасибо. Интересно.
НО КАК говорил известный русский оружейник Токарев – сложно спроектировать и сделать – просто для одиночного изделия (а в серии это полный………. очень трудно в производстве). А вот спроектировать и сделать “ПРОСТО”, – очень технологично для серийного производства и чтобы работало по параметрам тех задания – очень сложно. Тут нужна школа , призвание и немного гениальности.
Конструкция переусложнена. И ничего в статье не сказано по поводу геометрии и жесткости основных несущих элементов. Удвоение точности можно получить и более простыми методами – редукторы на двигателях, движки с маленькими шкивами, движки с большим количеством шагов. Но ведь в данном случае точность зависит от растяжения ремня, от жесткости геометрии корпуса и люфтов на направляющих. Приведённая в статье конструкция не вызвала желания прямо сейчас всё бросить и бежать делать принтер по данной кинематике.
По электронике – что с экранами? Как с ДУЭ на силовую электронику переход выполнен – какой шилд? Фото бы отсека с электроникой посмотреть бы? Как выполнен нагрев стола?
Какое программное обеспечение использовано?
Вопросов больше, чем ответов по данной статье.
Какая скорость печати?
Автор статьи наверное прошелся рекламой по всем известным ему серверам и забил после публикации статьи. На то она и реклама.
Вот какие мысли по ремню у меня: так как применен ременной блок, а это значит что там где в обычном CoreXY ремень тянет с усилием 50 Ньютонов, то здесь в соответствующей точке тянут уже два ремня, так что усилие 25 Ньютонов, а так как ремень цельный, то и на весь ремень действует такое же вдвое меньше усилие чем по обычной схеме CoreXY. Ремень для одного мотора здесь не в два раза длиннее, а примерно в 1.85 раза, а усилие растяжения меньше в два раза. Растяжение ремня пропорционально длине и силе, значит как минимум при одинаковых условиях печати данная конструкция имеет меньшую погрешность из-за меньшего растяжения ремня, плюс на вал двигателя тоже приходит в два раза меньше по силе нагрузка (но и крутиться ему нужно в два раза быстрее, так что для такой схемы питание 24В обязательно)
Так же рассмотрим двигатель в классической схеме и здесь.
В классической схеме, при печати вал двигателя испытывает нагрузку. Под нагрузкой вал двигателя немного проворачивается, так как он закреплен не жестко и удерживается только магнитными полями катушки. При одних и тех же условиях имеем в классической схеме под нагрузкой поворот двигатель на N градусов, что приводит к отклонению положения сопла от заданного на Х мм. Здесь в схеме с ременным блоком от Фаберанта имеем в два раза ниже нагрузку на валу двигателя, значит погрешность Х(фаберант) = Х/2, а за счет редукции блока на каретке получаем еще в два раза меньше перемещений, а значит Х(фаберант) = Х/4
Т.е. ошибка и неточность положения сопла при печати вызванная колебаниями вала двигателя в принтере от Фаберант ниже в 4 раза чем в классической схеме CoreXY
Тоже считаю, что конструкция совершенно неоправданно переусложнена.
можно я тоже отмечусь? выглядит щоколадно конечно, в плане, очень интересно и ярко, думаю на камоде за сотню ка он будет смотреться весьма уместно. но тоже присоединюсь – для домашнего, а это именно домашний принтер, конструкция усложнена. удвоение точности и прочее при печати пардон “домашней посуды” пластиками у которых диаметр иногда прыгает даже в пределах партии на несколько десяток увы неуместно. хотя очень интересно почитать, и думаю неплохая дешевая альтернатива премиум сегменту в лице мейкерботов, пикассо и ультиков, если конечно ттх так хороши, как утверждает автор
выглядит щоколадно конечно, в плане, очень интересно и ярко, думаю на камоде за сотню ка он будет смотреться весьма уместно. но тоже присоединюсь – для домашнего, а это именно домашний принтер, конструкция усложнена. удвоение точности и прочее при печати пардон “домашней посуды” пластиками у которых диаметр иногда прыгает даже в пределах партии на несколько десяток увы неуместно. хотя очень интересно почитать, и думаю неплохая дешевая альтернатива премиум сегменту в лице мейкерботов, пикассо и ультиков, если конечно ттх так хороши, как утверждает автор
Спасибо за добрые слова!
Добавлю несколько примеров печати на Faberant Cube.
И еще несколько примеров печати на Faberant Cube.
Фотки нужно делать со светом параллельным плоскости, с фронтальным светом даже самая отстойная распечатка будет выглядеть хорошо и я считаю такие фотки если не жульничеством то как минимум не честными
Пример того о чем я говорю фото со светом под разными углами
https://user-images.githubusercontent.com/8582658/38398585-5625e850-390a-11e8-8e78-5049df9073ec.jpg
https://user-images.githubusercontent.com/8582658/38398589-5a64cfbc-390a-11e8-955c-cc11a2007a4c.jpg
1) Статья про наш принтер – рекламная, за размещение тут платили.
2) Наш принтер печатает лучше многих, это видно по результатам. Почему это так, подробно объяснено в статье.
3) Если кто-то не может этого принять и завидует, то просим это делать молча, и не гадить в чужих постах. Уважайте чужую работу.
Пользуясь случаем приглашаю всех к нам в офис, г.Новосибирск, пр.Карла-Маркса,24. офис 403.
Покажем результаты печати и наш 3D-принтер Faberant Cube в живую.
Покажите электронику, пожалуйста. Внешне всё красиво, надеюсь внутри не перепаяный Ramps
можно попросить у авторов показать проход углов? конечно не менее 90 градусов конечно в Ваших рекламных целях. люди с опытом меня поймут
конечно в Ваших рекламных целях. люди с опытом меня поймут
Ниже пример печати на 3D-принтере Faberant Cube, куб размером 50*50*50 мм, ПЛА-пластик Стримпласт, слой 0.2 мм. Сопло 0.5 мм.
Проход углов 90 градусов.
Неплохо, правда?
И вот видео печати куба для убедительности.
Смотреть тут: https://youtu.be/Q4jJhL02qMU
Фото
Можно узнать о используемой прошивке, ускорениях (если марлин то и джерки) по скольку скорость внешнего периметра в 100мм без них не информативна.
Настройки прошивки доступны пользователям принтера через EEPROM. Выкладывать дополнительные настройки нашего принтера тут не вижу смысла, в статье и так разобрано все по винтикам. Дополнительно приведено достаточно фотоматериала.
Внятного комментария по нашему результату печати углов куба так и не вижу. Слишком хорошо получился?
Удивляет ответ ваш. Неужели ускорения и джерки ваше ноухау… Зачем тогда писать о скорости периметров без осталтных параметров – это пустой звук. Мой вопрос написан тк по видео с кубом показалось что занижены. А эти параметры брльше влиюяют на скоростоть чем просто скорость. Вы ж рекламируете товар а не хвастаетесь самоделкой..
А почему у вас примеры печати только пластиком ultrapet? 1900р/кг я не потяну. А есть примеры печати натуральным АБС FDPlast ?
Внешне выглядит отлично. По крайней мере на представленных фото. Не хуже чем у многих с обычной кинематикой, хотя вопрос про “угол” в данном ракурсе так и нераскрыт. Спрошу по другому, ради интереса, точнее уточню – никакой компенсации подачи при проходе угла нет?
Качество печати на Фото превосходное.

Вообще очень здорово, что есть Российские команды, которые делают принтеры и пытаются чем, то выделиться от Китайских массовых принтеров. И раз уж это платная рекламная статья написали бы где у вас офисы продаж и обслуживания, кроме вашего офиса на производстве. Также в рекламе бы поточнее с позиционировать вашу целевую аудиторию – для кого конкретно ваш принтер предназначен. Немного маркетинга по нишевому использованию вашего принтера не помещало бы. Вот на какой сегмент рынка вы нацелились – оценка потребительской аудитории, система поддержки и прочая “обёртка” продукта.
Но тут форум самодельщиков, и многие интересные подробности, именно для самодельщиков, вы ЗАЖАЛИ и не раскрыли.
А так Молодцы.!!!!
Не вижу смысла в такой точности на corexy. В любом случае на любом принтере ее можно получить не городя систему блоков, просто поставить моторы с шагом в 2 раза меньше. Или драйверы заменить. Такая система блоков имеет смысл со столом на ремне.
О,да. Стиль общения ТС подсказывает нам, что мы должны восхищаться принтером, а если мы не восхищаемся, то просто завидуем.
В статье написано, что печатает POM – а реально пробовали? Сомневаюсь.
Катушка висит снаружи, хотя внутри по бокам от столика уйма свободного места. Не хотите сделать нишу, чтоб катушка хоть частично пряталась? На глаз стандартная 750 грамм вообще полностью спрячется и ещё и крышкой если надо закроется. Небольшое усложнение, согласен, но товарный вид сразу выигрывает.