Метки: Simplify3D
2017-10-25
Раздел: Настройка, Слайсеры
![]() Автор: VolandZel Просмотров: 20 205
4 комментария
Автор: VolandZel Просмотров: 20 205
4 комментария
Simplify3D. Часть 5. Изменения в версии 4.0.0
Добавлено в закладки: 15
Слайсер Simplify3D обновился до версии 4.0.0. В целом основные настройки слайсера остались теми же, изменились и расширились лишь некоторые из них. В данной части будут рассмотрены изменения слайсера Simplify3D версии 4.0.0 относительно предыдущей версии слайсера 3.1.1.
Слайсеры устанавливаются в разные папки, поэтому при установке версии 4.0.0 не обязательно удалять версию 3.1.1. Настройки версии 3.1.1 автоматически подхватываются версией 4.0.0, при этом настройки у них хранятся, видимо, в одних файлах, так как изменение настроек в одной версии, меняет их и в другой.
В данной статье я не буду заново подробно расписывать назначение настроек, если о них я уже писал ранее в 3 части инструкции. Тут будут разъяснены только новые, уникальные настройки или изменения в старых, смысл которых я считаю необходимым прояснить.
Часть 5
Изменения в слайсере Simplify3D версии 4.0.0
5.1. Изменение во вкладке «Infill» (Заполнение)
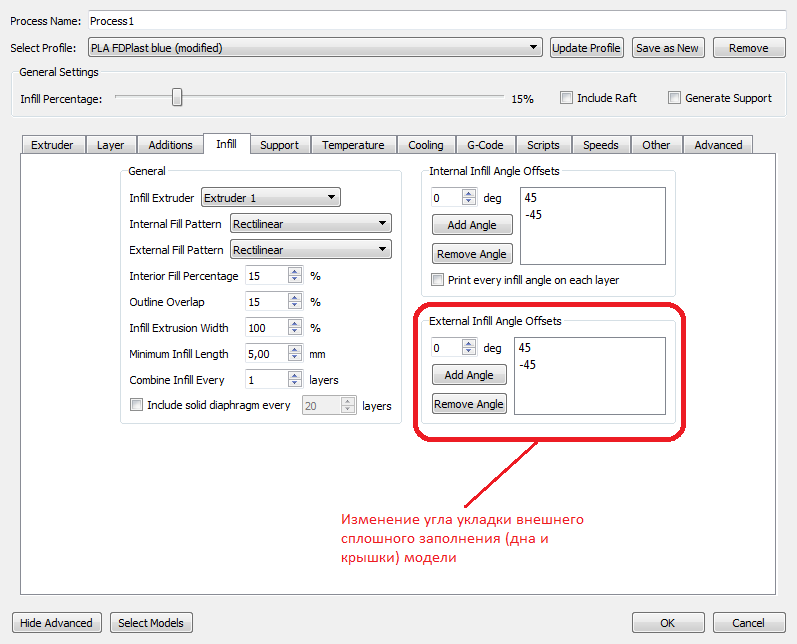
В версии 3.1.1 не было возможности для изменения угла укладки слоев внешнего сплошного заполнения дна и крышки модели, что иногда могло потребоваться. Допустим, вы печатаете деталь, которая расположена лежа на столе принтера под углом в 45 градусов. В версии 3.1.1 слои сплошного заполнения дна и крышки модели укладывались только под углом +45° и -45° и данные углы изменить было нельзя. В результате, один слой сплошного заполнения печатался короткими отрезками, а другой слой – отрезками во всю длину модели.
В версии слайсера 4.0.0 появилась возможность менять угол укладки внешнего сплошного заполнения. Меняется данный угол на вкладке «Infill» в группе «External Infill Angle Offsets»:
5.2. Изменение во вкладке «Support» (Поддержки)
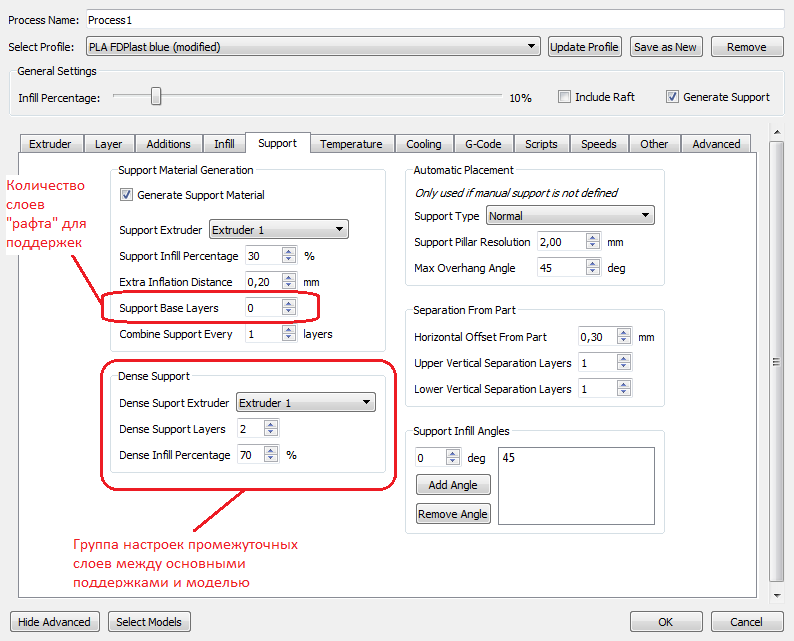
Основные изменения во вкладке «Support» (поддержки) коснулись выделения в отдельную группу настроек «Dense support», это параметры, указывающие сколько слоев поддержек с увеличенной или уменьшенной плотностью будут строиться непосредственно под нависающими слоями модели, а также слои поддержек, которые будут ложиться непосредственно на модель. Теперь там появилась возможность выбора экструдера, если принтер оснащен, например, двумя экструдерами, для печати этих слоев, что позволяет экономить дорогой пластик, например, водорастворимый пластик ПВА, печатая им непосредственно примыкающие к модели поддержки, а основную массу поддержек печатать обычным, более дешевым пластиком.
Так же добавился параметр «Support Base Layers» – это количество сплошных слоев пластика под поддержками, которые печатаются на столе принтера – это типа рафта под поддержками для лучшего закрепления их на столе:
5.3. Изменение во вкладке «Cooling» (Охлаждение)
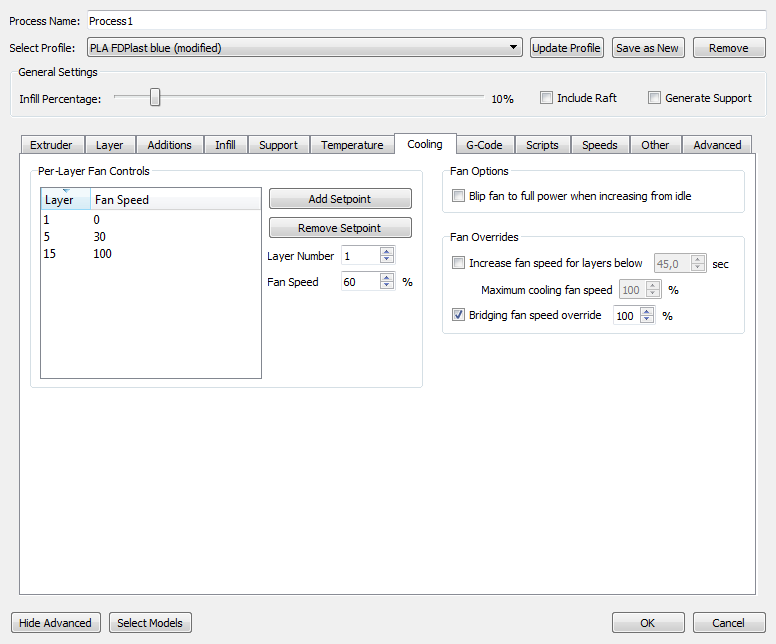
Из вкладки «Cooling» (Охлаждение) убрали группу настроек снижения скорости печати «Speed Overrides», если время печати одного слоя меньше заданного времени. Эту группу настроек перенесли в новую вкладку «Speeds» (Скорости). Вот так теперь выглядит вкладка «Cooling»:
5.4. Новая вкладка «Speeds» (Скорости)
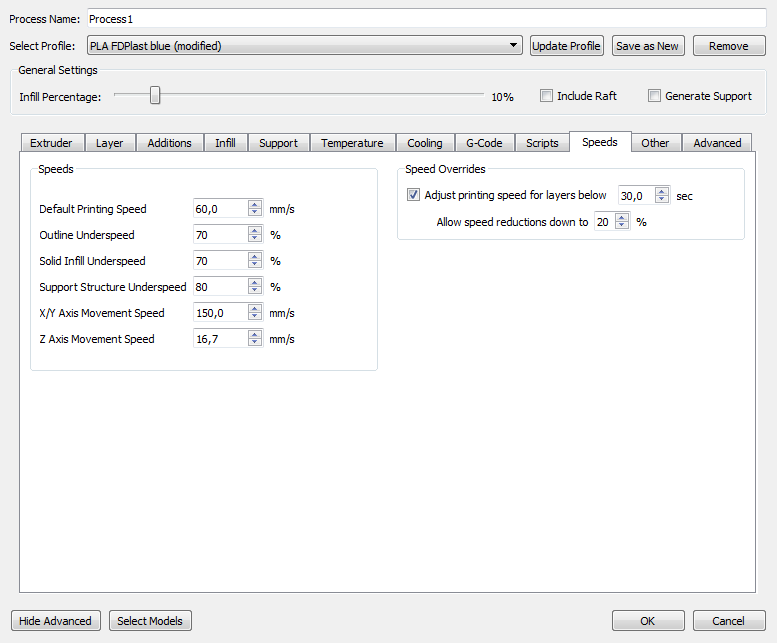
В версии слайсера 4.0.0 появилась новая вкладка «Speeds» (Скорости) куда были перенесены все настройки скорости печати, которые размещались в версии 3.1.1 во вкладках «Cooling» и «Other», что в принципе логично и теперь все настройки скоростей печати собраны в одной вкладке.
Вот так выглядит вкладка «Speeds»:
5.5. Изменения во вкладке «Other» (Другие настройки)
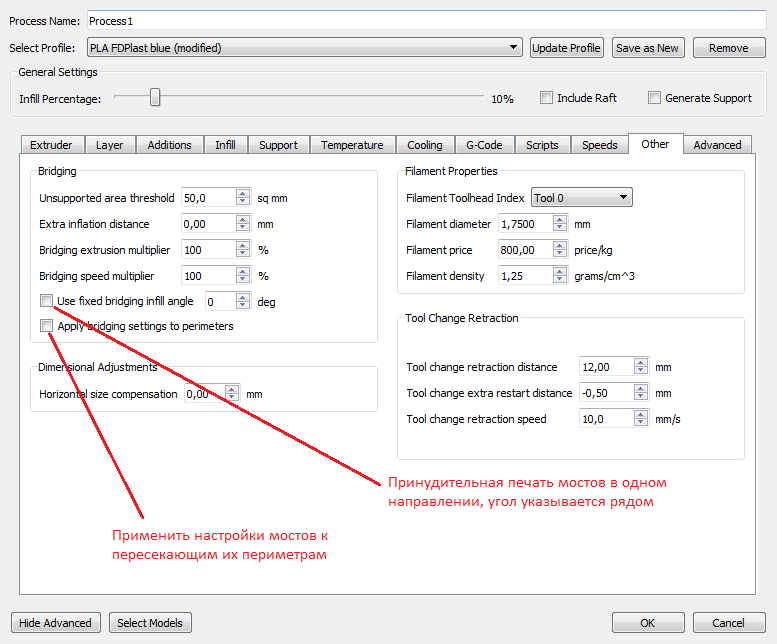
Из вкладки «Other» (Другие настройки) в версии слайсера 4.0.0 убрали настройки скорости печати в новую папку «Speeds», а также добавили две дополнительные настройки в группу настроек «Bridging» (Мосты), а именно:
- Галка «Use fixed bridging infill angle» – при включении данной галки все заполнения моста будут принудительно печататься в одном, заданном направлении, угол которого задается в поле рядом.
- Галка «Apply bridging setting to perimeters» – при включении данной галки настройки мостов будут распространяться и на периметры, которые будут пересекать заполнение моста.
Так же во вкладку «Other» из вкладки «Advanced» перенесли группу настроек «Toll Change Retraction» (Настройки ретракта при смене экструдера).
Вот так выглядит вкладка «Other»:
5.6. Изменения во вкладке «Advanced» (Расширенные настройки)
Из вкладки «Advanced» во вкладку «Other» перенесли группу настроек «Toll Change Retraction» (Настройки ретракта при смене экструдера), а также расширили настройки для обработки слайсером тонких стенок. По моим впечатлениям печать тонких стенок на версии 4.0.0 стала значительно лучше и проще, чем было до этого.
Вот так выглядит вкладка «Advanced»:
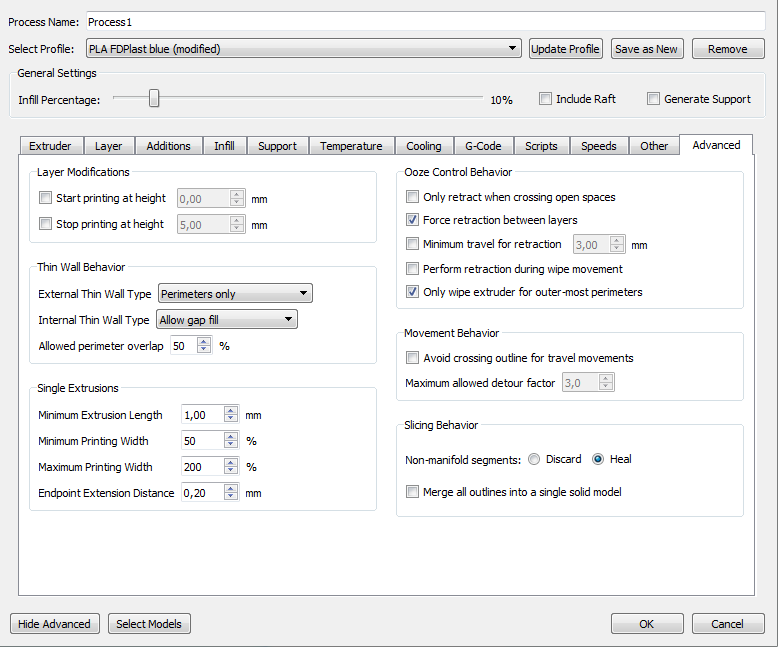
Изменилась группа настроек «Thin Wall Behavior» – в данной группе настроек указывается слайсеру как обрабатывать тонкие стенки. Теперь там доступен выбор разных настроек в полях «External Thin Wall Type»(Внешняя тонкая стенка) и «Internal Thin Wall Type» (Внутренние тонкие стенки).
Авторы слайсера добавили в группу настроек «Thin Wall Behavior» такой параметр, как печать тонких стенок с применением «Single extrusions» – то есть процесса печати тонких стенок или заполнения пространства между тонкими стенками за счет одного прохода с большей или меньшей шириной экструзии (одиночной экструзии). Ширина этой экструзии генерируется слайсером автоматически и может меняться, к примеру, от 50 до 200 процентов от установленной пользователем ширины экструзии по умолчанию во вкладке «Extruder». Пределы автоматического изменения ширины экструзии можно задавать пользователю самостоятельно, делается это в группе настроек «Single extrusions» в этой вкладке.
Тут надо пояснить, что слайсером понимается как внешния тонкая стенка и, что такое внутренние тонкие стенки:
Под внешней тонкой стенкой тут подразумевается одиночная тонкая стенка в 1 периметр, например, у принтера сопло 0,4 мм и вам надо распечатать полый кубик в 1 периметр, с толщиной стенки 0,4 мм – вот это и будет «External Thin Wall Type». Какие тут могут быть проблемы? – а представьте, что в модели толщина стенок 0,39 мм – и в версии 3.1.1 при попытке отслайсить модель с шириной экструзии 0,4 мм и более вы бы вообще не увидели этих стенок. Теперь есть возможность указать слайсеру, что бы он сам подбирал ширину экструзии для таких мест, а остальные части печатал с шириной экструзией по умолчанию.
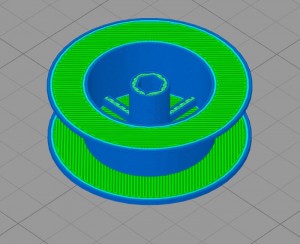
На скриншотах ниже представлен пример турбины, лопасти крыльчатки которой в модели толщиной 0,39 мм. Лопасти крыльчатки для слайсера в данном случае являются внешними тонкими стенками. В обоих случаях ширина экструзии установлена 0,4 мм. На первом скриншоте модель отслайсена в версии слайсера 3.1.1, на втором скриншоте модель отслайсена в версии слайсера 4.0.0 с параметром в «Allow single extrusion walls» в поле «External Thin Wall Type». Как видно на первом скриншоте, тонкие стенки в старой версии корректно не отслайсились, в новой версии слайсера с помощью параметра «Allow single extrusion walls» – применения одиночной экструзии, значения которой слайсер задает автоматически, тонкие стенки лопастей будут напечатаны.

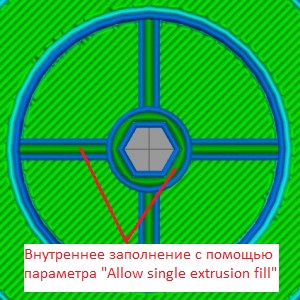
Под внутренними тонкими стенками тут подразумевается небольшое пространство между двумя периметрами, размер которого мал для нормального его заполнения периметрами или обычным заполнением. Тут тоже добавился параметр «Allow single extrusion fill» – для заполнения таких промежутков одиночной экструзией, ширина которой задается слайсером автоматически.
Ниже приведу два скриншота, которые поясняют действие нового параметра для заполнения внутренних тонких стенок:

Рассмотрим подробнее какие параметры сейчас в группе настроек «Thin Wall Behavior»:
Поле «External Thin Wall Type»:
- «Perimeters only» – внешние тонкие стенки будут напечатаны только периметрами с параметрами ширины экструзии заданными во вкладке «Extruder».
- «Allow single extrusion walls» – внешние тонкие стенки будут напечатаны с помощью одиночной экструзии, ширина которой будет задаваться слайсером автоматически.
Поле «Internal Thin Wall Type»:
- «Perimeters only» – слайсер попытается заполнить пространство между тонкими стенками только с помощью периметров.
- «Allow single extrusion fill» – внутреннее пространство между тонкими стенками будут заполнено с помощью одиночной экструзии, ширина которой будет задаваться слайсером автоматически.
- «Allow gap fill» – слайсер будет пытаться заполнить промежутки в тонких стенках с помощью обычного заполнения, если это возможно.
- «Allowed perimeter overlap» – допустимое значение перекрытия периметров в процентах при печати внутренних тонких стенок с заполнением.
Группа настроек «Single extrusions» (Одиночная экструзия):
- «Minimum Extrusion Length» – минимальная длина для одиночной экструзии, если длина участка меньше, чем указанное тут значение, то он не будет напечатан.
- «Minimum Printing Width» – минимальное значение ширины одиночной экструзии, которое может использовать слайсер. При установленном значении, например, в 50% при сопле 0,4мм минимальная ширина экструзии будет 0,2 мм.
- «Maximum Printing Width» – максимальное значение ширины одиночной экструзии, которое может использовать слайсер. При установленном значении, например, в 200% при сопле 0,4 мм максимальная ширина экструзии будет 0,8 мм.
- «Endpoint Extension Distances» – расстояние, на которое заходит одиночная экструзия на другие периметры. Важно для более прочного соединения частей напечатанных с помощью одиночной экструзии с остальными частями модели.
Данные параметры я рекомендую подбирать экспериментальным путем в зависимости от модели. Результат изменения настроек можно наглядно увидеть в окне предпросмотра и подобрать оптимальные настройки для выбранной модели.
5.7. Изменения в окне предпросмотра подготовленного для печати g-кода
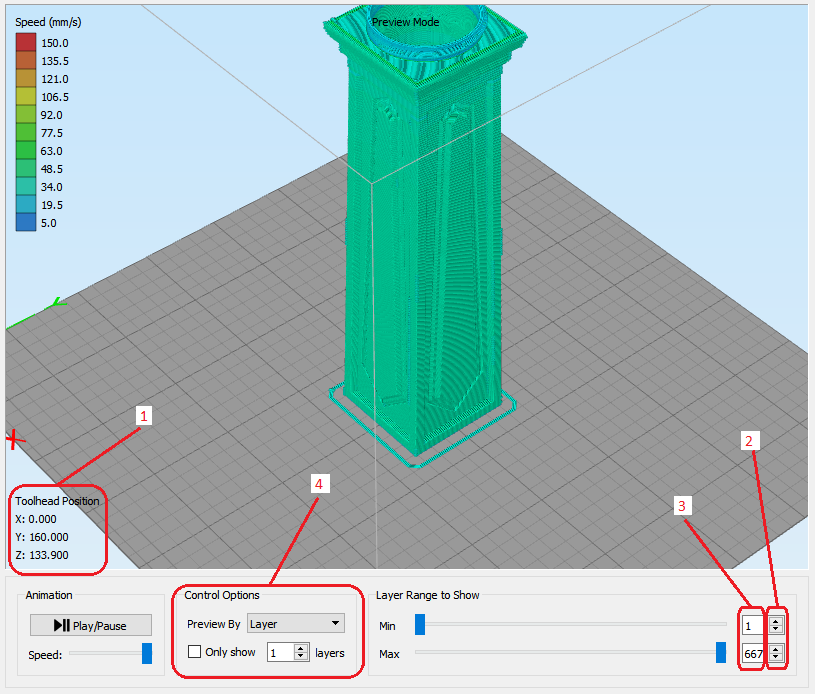
В окне предварительного просмотра g-кода произошли небольшие изменения, а именно:
- Добавили отображение координат текущей позиции печатающей головы.
- Добавили скроллинг клавиатурой клавишами «↑» «↓» для просмотра визуализации g-кода по слоям.
- Добавили выбор и отображение номера слоя.
- Добавили возможность ограничивать видимость визуализации g-кода, например, несколькими слоями.
На скриншоте данные изменения отмечены номерами в соответствии с предыдущими пунктами:
Так же теперь в окне предварительного просмотра g-кода можно выбрать цветовое отображение различных процессов, если их несколько, выбирается в поле «Coloring» пункт «Current Process».
5.8. Визуальная расстановка высоты начала и окончания процессов на модели Variable Setting Wizard
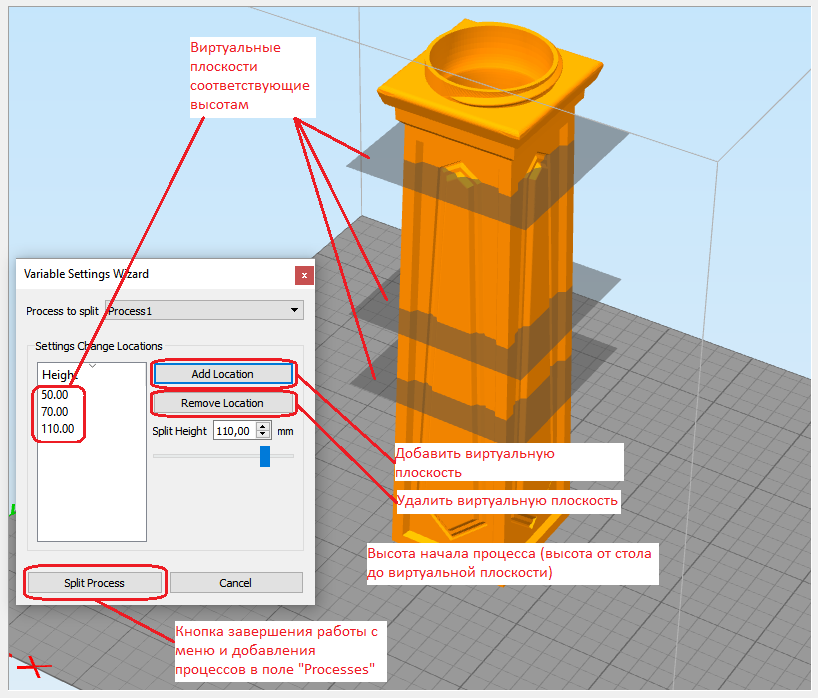
Начиная с версии 4.0.0 в слайсер добавили новую функцию – визуальная расстановка высоты начала и окончания процессов на модели (название сам придумал, оно более правильнее отражает суть). Находится данная функция в верхнем меню «Tools» → «Variable Setting Wizard». После выбора данной функции появляется окно с меню и на выбранной модели появляются виртуальные плоскости на определенной высоте, которую можно задавать в поле меню.
Данная функция позволяет наглядно, с помощью ввода значений высоты или передвижения курсора выставить высоты начала процессов, после этого слайсер автоматически создаст несколько процессов, где во вкладке «Advanced» в полях «Layer Modifications» уже будет стоять высота начала и окончания выбранного процесса печати.
Функция может быть удобна для того, чтобы визуально расставить процессы на самой модели и видеть с какого момента начнется или закончится какой-то процесс.
Приведу скриншот меню и вид модели при вызове данной функции:
Итоги:
- Слайсер Simplify3D стал еще лучше за счет добавления новых и проработки старых функций и настроек, таких как например работа с тонкими стенками. Я сам пробовал, стало проще подобрать нормальное заполнение тонких стенок, а самое главное – они нормально печатаются, без перелива или недолива.
- Авторы слайсера, как они утверждают, проработали многие алгоритмы для улучшения качества печати, более плавных переходов между разными процессами, добавили некоторые функции, позволяющие пользователю получить в конце нормально напечатанную модель.
- Однако, как мне кажется, всегда есть некоторые баги, один даже знаю, хотя он преподносится как фича и может так и есть – но все же может доставить ряд проблем для любителей печатать ABS-пластиком. В версии слайсера 4.0.0 теперь если у вас вокруг модели есть поддержки от стола, и вы используете «брим» (юбка, примыкающая непосредственно к 1 слоям модели, используется обычно для лучшего удержания деталей из ABS-пластика на столе) – то этот «брим» будет сделан только вокруг поддержек, а не вокруг детали! То есть добавили возможность лучше закрепить поддержки, а вот что будет с основной деталью – покажет только практика!
Всем удачной печати!
4 комментария на «Simplify3D. Часть 5. Изменения в версии 4.0.0»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Все круги ада с Anet A8 Собираем 32-х битную плату управления на Ардуино DUE и RAMPS 1.4 (1.5). Подключаем SD карту




















































































































































С прошедшим Новым годом! Спасибо за статьи, почти во всем разобрался. Но остался вопрос. Как в этой программе резать модель на 2 части.
Здравствуйте. В симпли нет как таковой функции – резать модель. Можно, конечно, опустить модель той частью, которую надо отрезать ниже стола, тогда эту часть не напечатает, но все таки, лучше воспользоваться другими программами, например, nettfab.
Спасибо!