Метки: Blender, деламинация
2016-03-06
Раздел: 3D печать, Моделирование, Секреты и лайфхаки 3D печати
![]() Автор: AKDZG Просмотров: 18 310
11 комментариев
Автор: AKDZG Просмотров: 18 310
11 комментариев
Печатаем ABS пластиком без трещин
Добавлено в закладки: 1
При изготовлении крупной детали на 3D принтере из ABS пластика, кроме обычной деламинации – загиб краёв детали, происходит деламинация на стенках детали – расслоение, трещины. Они взаимосвязаны и способы предотвращения у них похожи. Можно собрать шкаф-камеру с высоким температурным режимом и решать обратные вопросы – медленное остывание (застывание) пластика детали. Мы же рассмотрим программный способ – вокруг детали возводится стенка, имитирующая локальную камеру без недостатков термобоксов. Используем бесплатный редактор 3D моделей Blender.

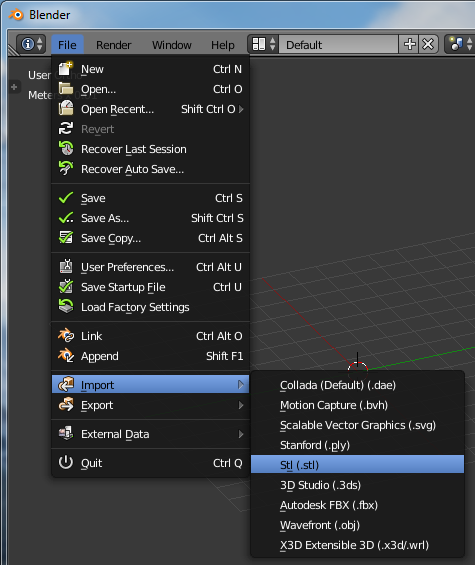
Импортируем нашу STL 3D модель в Blender
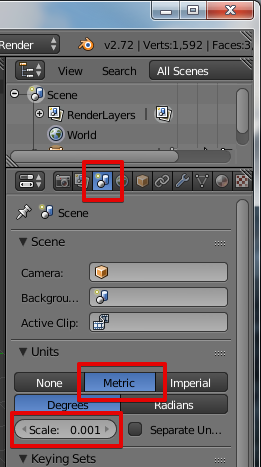
В правой панели нажимаем пиктограмму Scene. Выбираем метрическую систему. Изменяем масштаб измерения Scale до 0.001. Теперь можем моделировать в привычных миллиметрах. После очередной переустановки я не смог повторить этот фокус ![]()
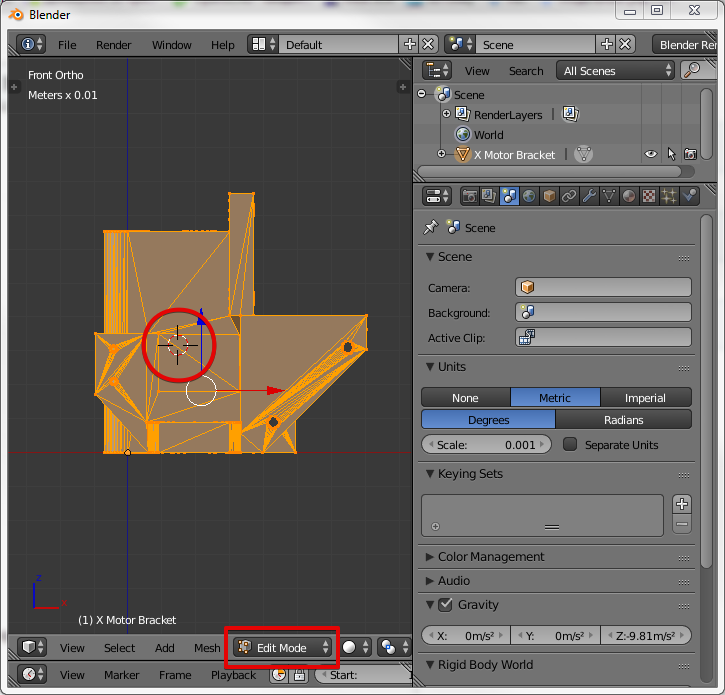
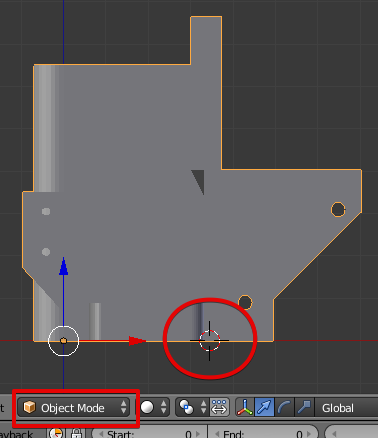
Для изготовления стенки нужно нарисовать контур вокруг модели. Используем кривые Бизье. Начальная точка обозначена 3D курсором. Его нужно перенести на уровень с нижней плоскостью модели по координате Z. Для просмотра модели сбоку нажмём клавишу 1 на цифровой клавиатуре. Перейдём в режим редактирования – нажимаем кнопку Tab на клавиатуре. Режим редактирования индицируется внизу надписью Edit Mode.
Нажмём клавишу A а клавиатуре для снятия выделения с модели. Нам нужно выделить нижнюю плоскость. Поворачиваем вид модели нажимая клавишу 2 на цифровой клавиатуре несколько раз. Переходим в режим выделения плоскостей, нажимая пиктограмму Face select внизу окна. Выбираем одну из нижних плоскостей, кликая на ней правой кнопкой мыши.
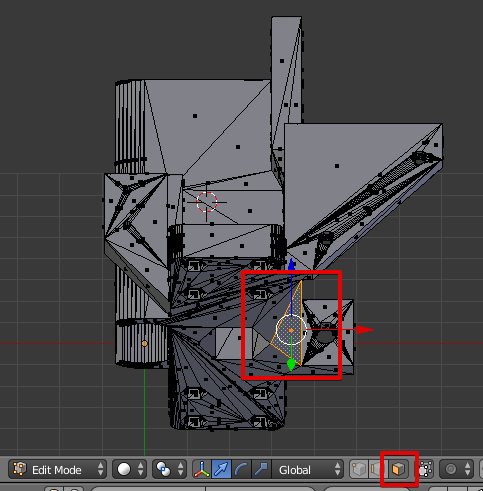
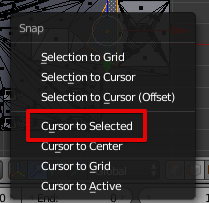
Переносим на неё 3D курсор, нажимая Shift+S и выбираем Cursor to Selected.
Выходим из режима редактирования, нажимая клавишу Tab на клавиатуре. Нажимаем клавишу 1 на цифровой клавиатуре для просмотра модели сбоку. Видим, что 3D курсор перемещён на нижнюю плоскость.
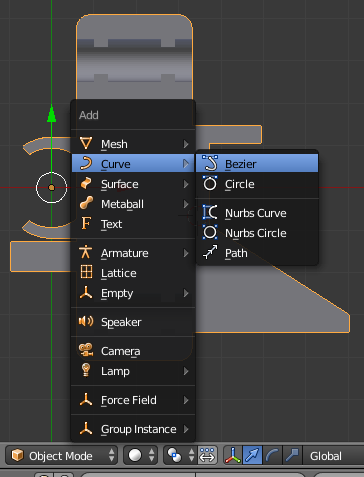
Пришло время рисовать контур вокруг модели. Переключаем на просмотр модели сверху, нажимая клавишу 7 на цифровой клавиатуре. Нажимаем сочетание клавиш Shift+A и добавляем Curve Bezier.
Переходим в режим редактирования (Tab). Переключаемся на каркасный вид клавишей Z.
Немного инструкций с сайта http://presspull.ru/BlendTut/Nurbs/
Контрольные точки (vertex) кривой Безье состоят из самой точки и двух ручек (handles) иногда их называют рычагами Безье. Точка в центре позволяет перемещать контрольную точку целиком, перемещение же ручек позволяют менять кривизну линии.
Кривая Безье является касательной к линии ручки. Крутизна изгиба кривой зависит от длины ручек.
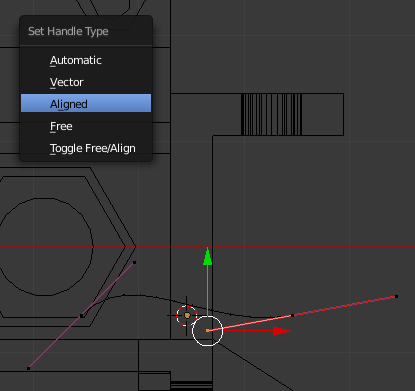
Есть четыре типа ручек:
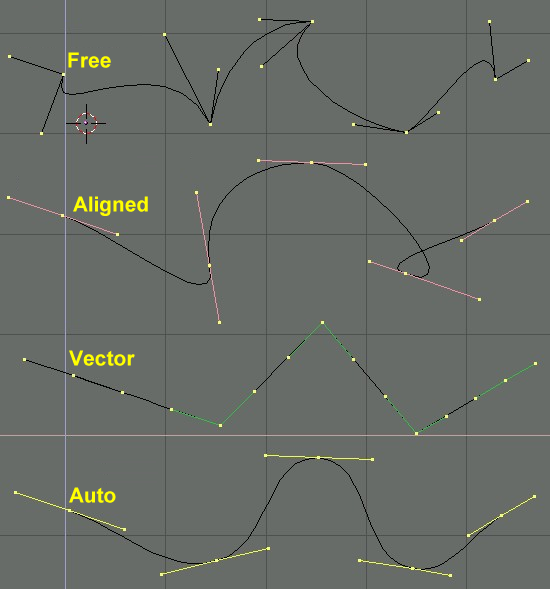
- свободная – Free (черный цвет). Возможность задавать любые изгибы.
- выровненная – Aligned (пурпурная). Всегда лежат на одной линии.
- вектор – Vector (зеленая). Указывают на предшествующую и следующую ручки.
- авто – Auto (желтая). Имеют установленные автоматически длину и направление для достижения самого гладкого результата.
Тип переключается из меню по клавише V
Ручки могут быть перемещены, повернуты и масштабированы. Перемещаем правой кнопкой мыши, устанавливаем левой кнопкой мыши.
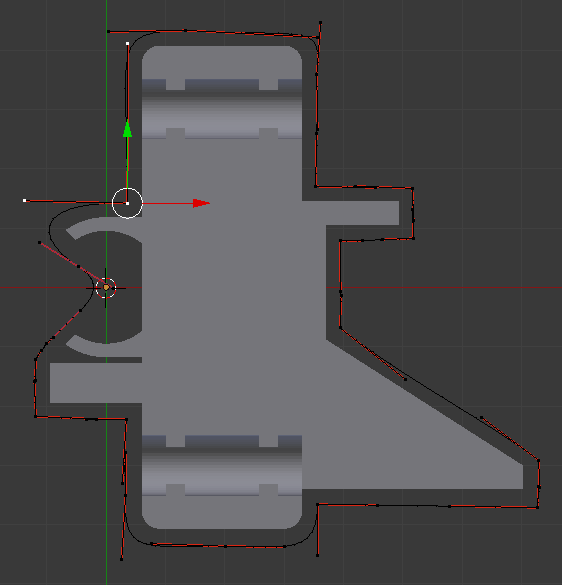
Ориентируемся на размеры модели и расположим точки на расстоянии нескольких миллиметров от модели. Чтобы продолжить кривую и создать следующую точку нажимаем клавишу E. Чтобы замкнуть линию выделяем крайние точки и нажимаем клавишу F. Чтобы удалить точку нажимаем клавишу X.
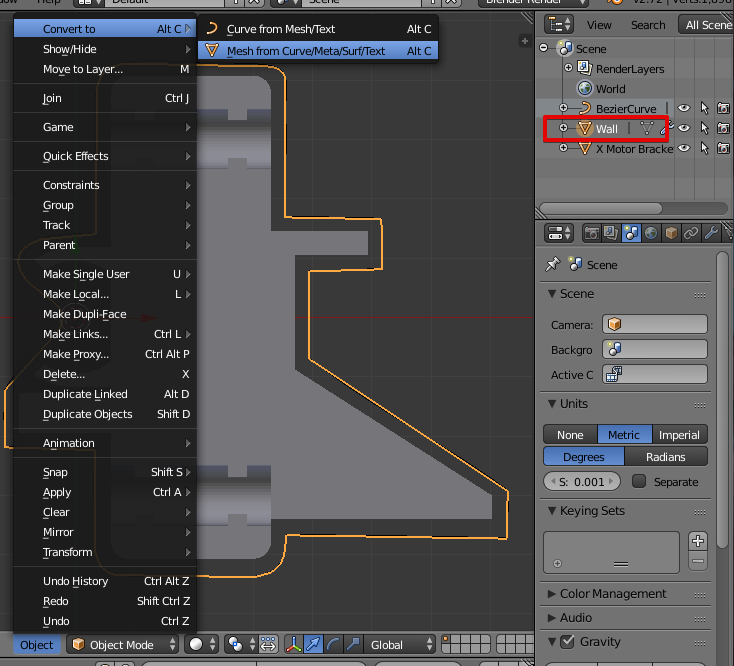
Выйдем из режима редактирования (Tab) и продублируем созданный контур. Дублируем для возможности вернуться и всё изменить. Копию переименуем в Wall (стенка). Теперь контур Wall нужно преобразовать в Mesh, для возможности экструдирования.
Переходим в режим редактирования (Tab). Нажимаем клавишу A для выделения объекта. Переходим на вид сбоку (1) и начинаем поднимать стенку из контура. Для этого нажимаем клавишу E (экструдировать) и Z (по оси Z). Ведём курсор вверх до поднятия стенки до нужного уровня. Нажимаем Enter для подтверждения.
![Blender_ [D__Internet_3D_Mendel90_DF_z_motor_wall.blend] 2015-01-06 20.48.32](/wp-content/uploads/2016/03/Blender_-D__Internet_3D_Mendel90_DF_z_motor_wall.blend-2015-01-06-20.48.32.png)
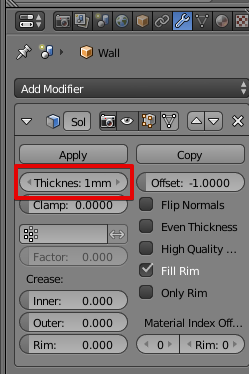
Теперь объекту Wall добавим модификатор Solidify (Толщина).
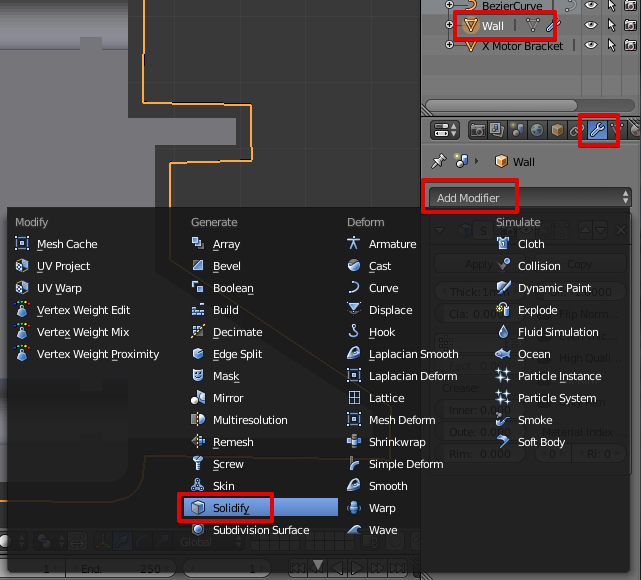
Установим толщину стенки, примерно полтора диаметра сопла (у меня сопло 0,6 мм). В дальнейшем толщину можно уменьшить или увеличить.
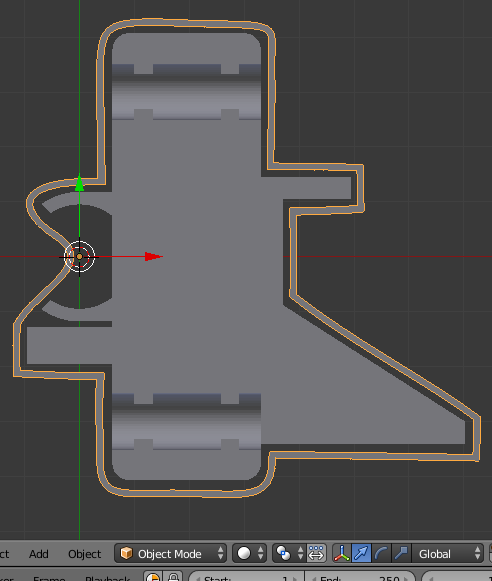
Выйдем из режима редактирования (Tab) и посмотрим сверху (7). Стенка равномерной толщины и нужной высоты
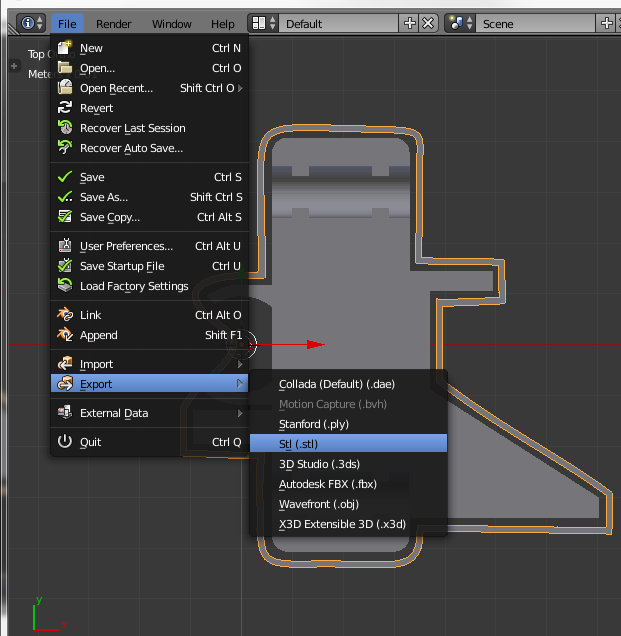
Выделяем клавишей A оба объекта и экспортируем обратно в STL модель.
Загружаем модель в Cura и проверяем, печатается ли стенка. Отчётливо видим, что стенка будет. Теперь можно поэкспериментировать с толщиной стенки в Blender.

Печатаем!
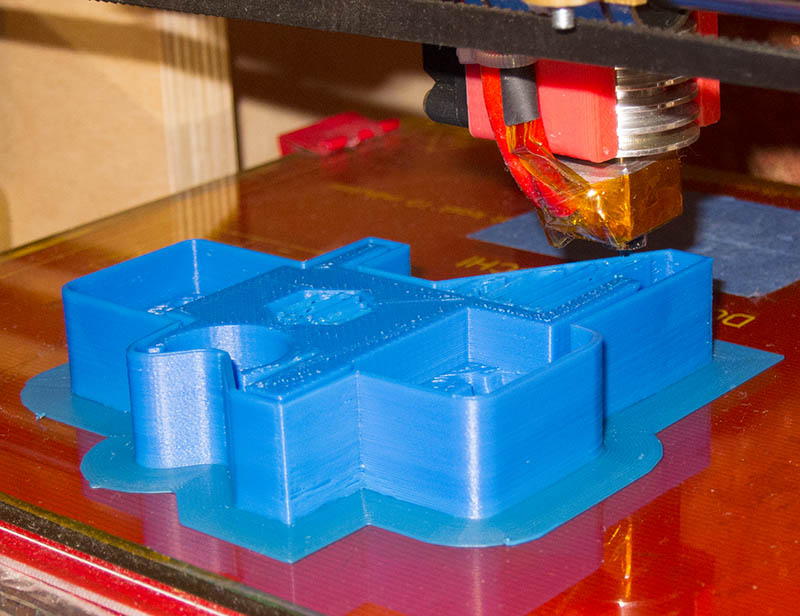
Готово!

Сейчас я уже такой сплошной стакан не делаю.
Для плоских деталей тоже делаю стенку, чтобы их не скручивало. Такую детальку без стенок не напечатать – углы сильно задирает.

В Blender важно научиться манипулировать 3D курсором, сочетаниями клавиш Shift+C, Shift+S и Ctrl+Alt+Shift+C, а также ручным управлением координатами в панели, вызываемой клавишей N.
Стакан из Skirt можно сделать в слайсере slic3r. В слайсере Cura такая функция пока доступна только разработчикам. Называется Draft shield.
Удачи в печати крупных деталей!
11 комментариев на «Печатаем ABS пластиком без трещин»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Прошивка Марлин с настроенной автокалибровкой стола Почему остаются щели в заливке?




















































































































































Это конечно хорошо, но зачем усложнять лишним софтом? Есть ведь параметр SKIRT, который по сути делает ровно то же самое. Один минус, каждый раз его прописывать на нужное количество слоев.
В симплифай skirt тоже можно делать любой высоты.
Можно также в CAD-программах удобно это делать, но в принципе не суть. А на сколько время печати увеличивается с использованием “стакана”?
Сравнение времени печати с разной конфигурацией стенок
Статья полезная, но вот с этим посылом в корне не согласен.
В термокамере температуры для АБС будет достаточно 50-60 градусов, этого можно достигнуть просто с помощью нагреваемого стола и вентилятора, без дополнительных нагревателей.
Медленное остывание – вообще не вижу проблемы, это возникает только при очень маленькой площади слоя и так будет даже без термокамеры. Также если слой маленький, то он и без всяких термокамер трескаться не будет.
Поделитесь своим опытом. Покажите детальки и скорости, на которых они печатались. Я основываюсь (в термокамерах) пока на чужом опыте.
Мне сложно что-то посоветовать конкретное и с цифрами, т.к. у меня Up BOX, т.е. я на всем готовом и просто вижу, как у него работает термокамера, температура утсанавливается примерно 55 градусов.
Я тоже делал “термостенку” но только на очень высоких деталях и толщина ее была в 0,3мм что не так сильно увеличивает время печати. Помогает неплохо. Данная деталь была 130мм в диаметре и около 100мм в высоту с толщиной стенки в 2,5мм. Сама вспомогательная стенка немного потрескалась, но деталь осталась целой.
С такими деталями сложнее. Внутри много пустоты и внешняя стенка может не помочь. Но без неё, наверное, можно даже не пробовать.
У меня проблем не возникло, только верх чуть более усадило чем низ, но это и не удивительно. А вот так бывает без термостенки, деталь поменьше вышеприведенных но результат….
Сделал стенки, а деталь все равно полопалась