Метки: slic3r
2019-05-14
Раздел: Секреты и лайфхаки 3D печати, Слайсеры
![]() Автор: dark184 Просмотров: 7 435
6 комментариев
Автор: dark184 Просмотров: 7 435
6 комментариев
Slic3r. Усиление модели или работа с модификаторами.
Добавлено в закладки: 4
Наверняка многим 3D печатникам знакома проблема недостаточной прочности распечатанной детали, особенно это касается крепежных отверстий/выступов под винты/саморезы. При заворачивании крепежа в предназначенное отверстие, выступ просто отламывается, причем часто прямо до заполнения, которое обычно составляет 30-50 %. С мелкими деталями можно выставить 100% заполнение, что не особо скажется на длительности печати и расходе пластика. С большими деталями этот фокус хоть и «прокатывает», но длительность печати и расход пластика просто зашкаливает.
Еще как пример можно привести крепежные отверстия, бывает, что при затягивании крепежных элементов сама деталь начинает продавливаться из-за недостаточной прочности заполнения.
Здесь хочу поделиться, как в таких случаях поступаю я, при этом расход пластика и время печати увеличиваются незначительно. Большой плюс предлагаемого способа состоит в том, что внешний вид распечатанной модели не будет испорчен.
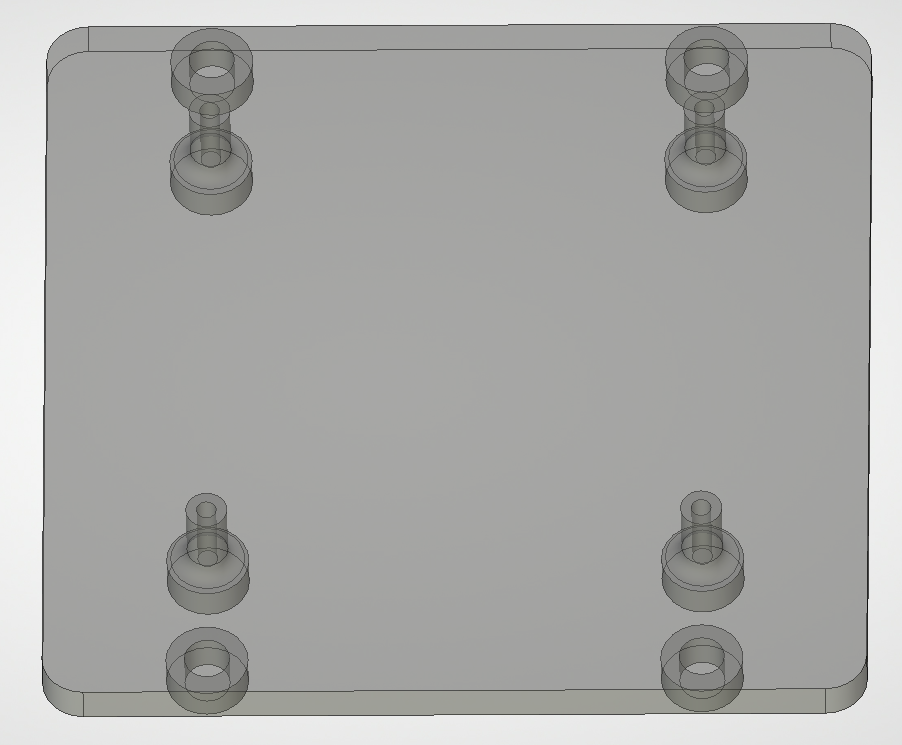
Предположим, проектируем какой-то крепежный элемент, который сам будет куда-то прикручиваться на винты, а на него в свою очередь будет прикручиваться, к примеру, печатная плата на саморезы.

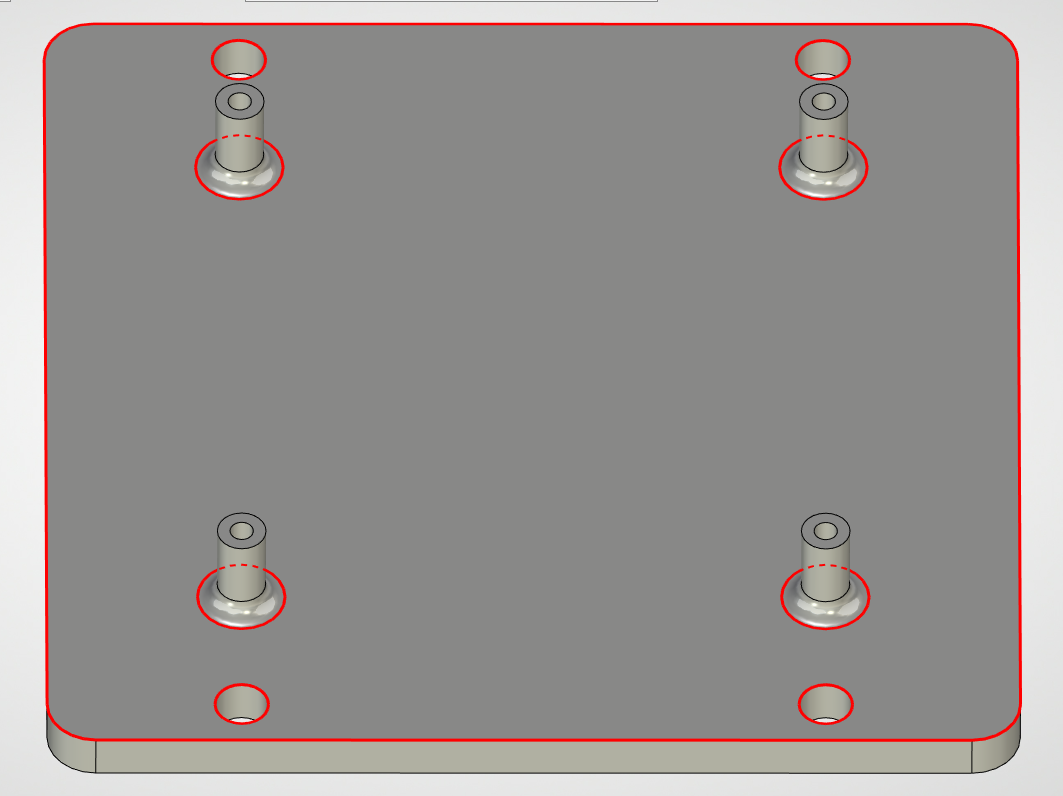
Здесь стрелками я обозначил слабые места. Слева бобышка может просто отломится вместе с верхним слоем до заполнения, даже несмотря на скругление (один из способов укрепить, но это скорее декорация, чем укрепление, т.к. хоть эффект и есть, но слабый). Справа отверстие, его может просто продавить винтом из-за недостаточной прочности заполнения, особенно если отверстие находится не у края, а где-нибудь в центральной части детали.
Чтобы укрепить все эти слабые места есть очень эффективный метод в Slic3r, это модификаторы. Доступны они только в собственном интерфейсе вышеуказанного слайсера. Модификаторы дают нам возможность сделать 100% заполнение в определенных областях (строго говоря, заполнение может быть любым, но в строго определенной области). Но перед тем, как работать с модификаторами, нам необходимо предварительно подготовить модель. Тогда работа с модификаторами станет простой и удобной.
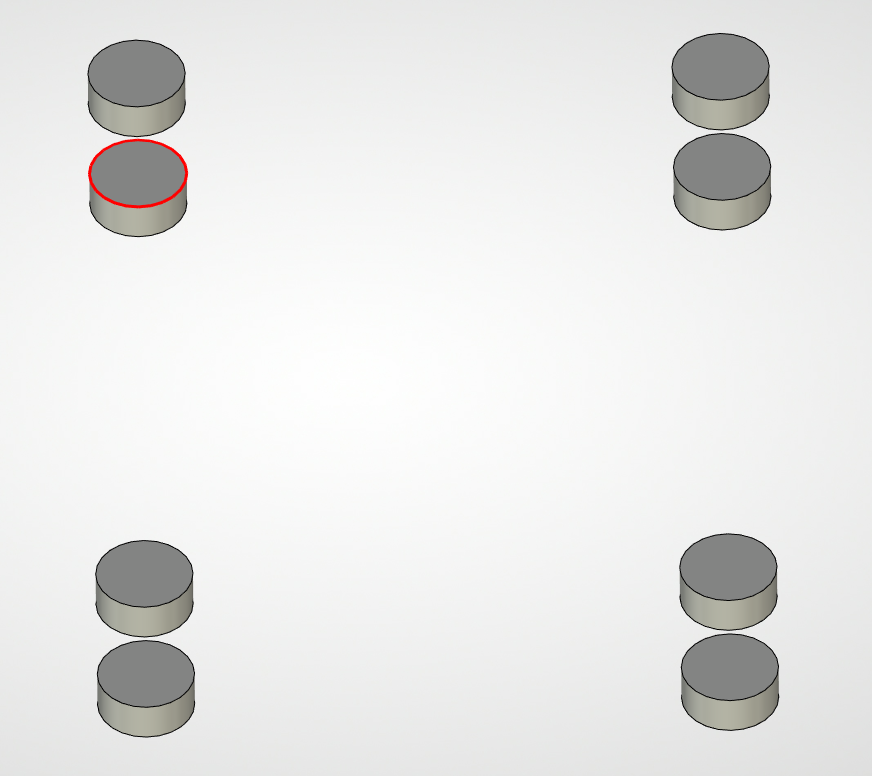
Для этого еще на стадии проектирования модели будем закладывать модификаторы в саму модель. При этом системы координат детали и модификаторов должны совпадать. Поэтому просто вставляем модификаторы прямо в основную модель, но обязательно отдельным телом. Обычно в таких случаях в нужных мне местах я вставляю цилиндр с привязкой к центру отверстия или любого элемента построения, нужного диаметра и таким образом, чтобы цилиндр находился внутри основной модели и не доставал до наружных стенок с обеих сторон на 0.4 мм. Вот так примерно должны выглядеть модификаторы
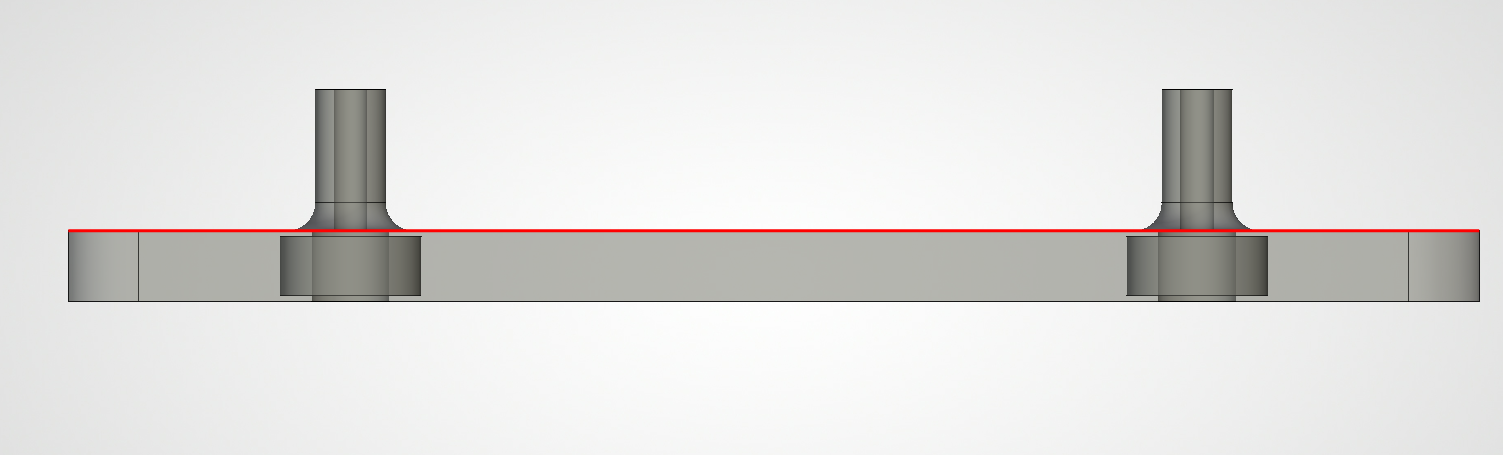
Отступы от поверхности до модификаторов необходимы для того, чтобы внешние слои не были затронуты, тогда модификаторы будут спрятаны внутри детали, а внешний вид распечатанной детали не пострадает. Одновременно модификатор должен врезаться хотя бы в один из внутренних сплошных слоев, тогда прочность распечатки будет практически максимально возможной.
Так как модификаторы мы вставляли отдельным телом, теперь необходимо экспортировать в STL отдельно основную модель и отдельно модификаторы.
Получаем два файла, первый сама модель. Второй, это файл только модификаторов, который изначально привязан к системе координат основной модели.
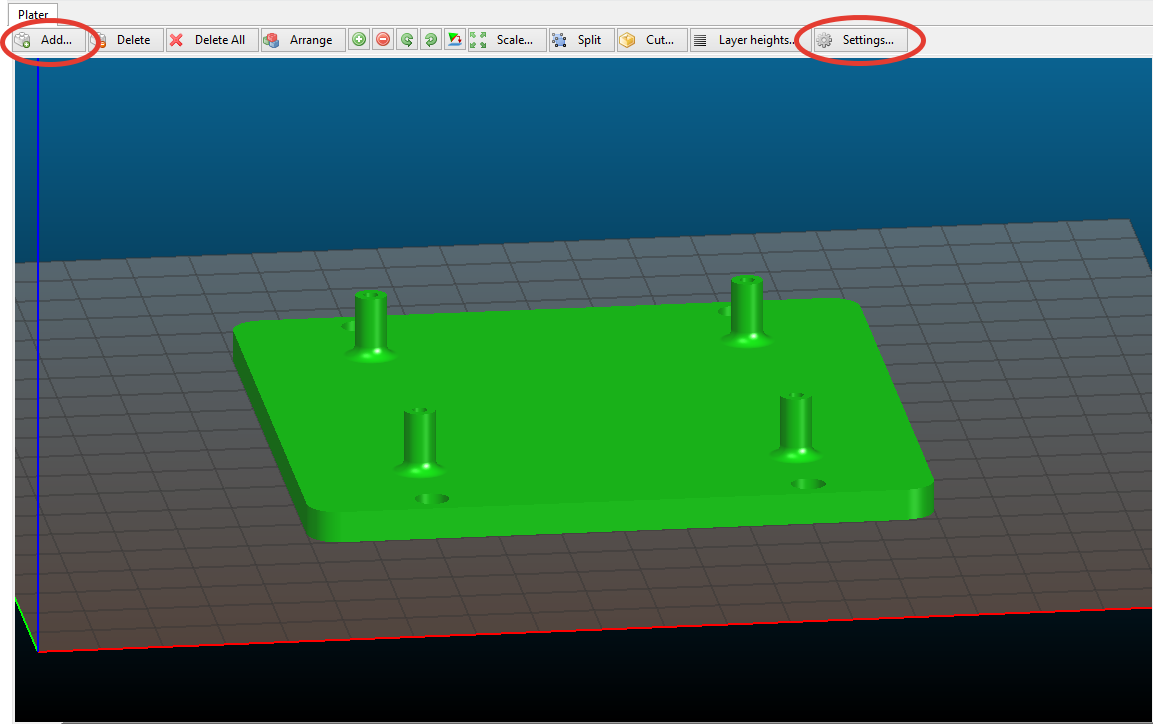
Теперь при помощи кнопки Add загружаем модель в слайсер, выделяем ее кликом левой кнопки мыши по модели и жмем кнопку Settings
После жмем Load modifier и выбираем файл модификаторов
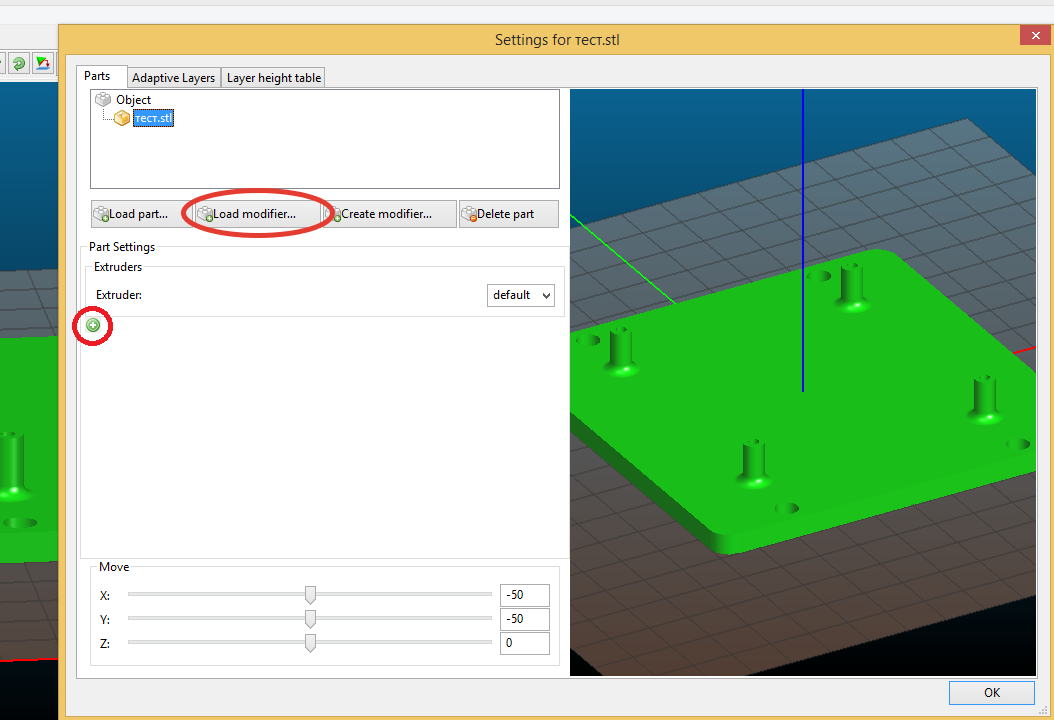
Далее его имя появится в дереве объектов. Обратите внимание на выделенный символ «плюс».
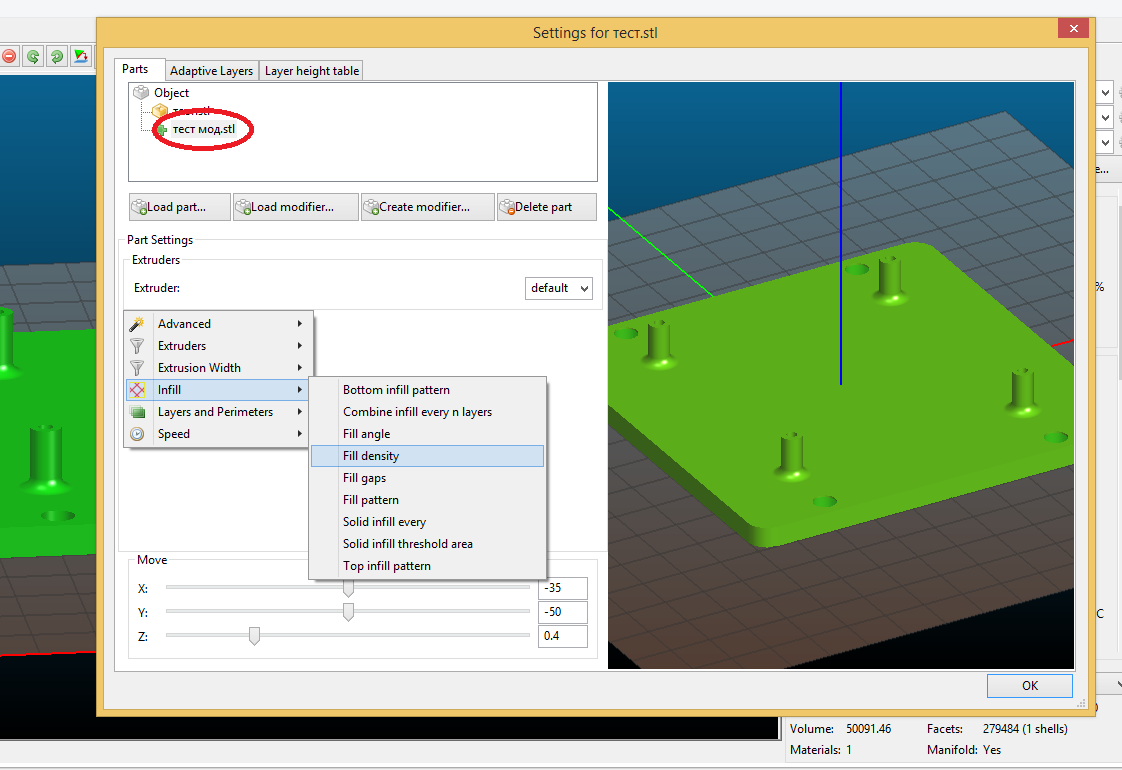
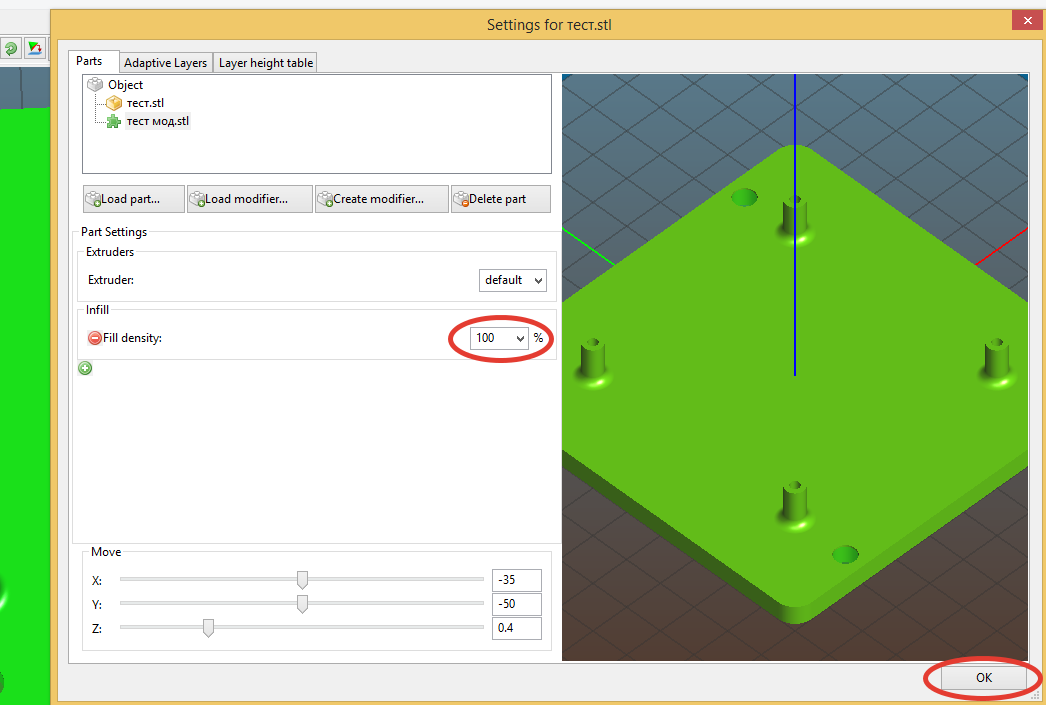
После загрузки файла модификаторов, выделяем его в дереве объектов левым кликом и жмем вышеупомянутый «плюс», чтобы добавить необходимый параметр для изменения. Далее для модификаторов указываем процент заполнения, я делаю 100%
При необходимости точно таким же образом можно добавить любые доступные параметры. Также можно сменить экструдер и печатать модификаторы даже другим пластиком. Вобщем полная свобода творчества. При этом основная модель будет печататься со своими настройками, а области, где пересекаются модификаторы и основное тело модели, будут модифицироваться в зависимости от настроек, указанных здесь. При этом ни одно отверстие в основной модели не будет перекрыто модификатором. Иными словами там, где присутствуют только модификаторы, ничего печататься не будет.
Как только все будет настроено, жмем кнопку «ОК» и смотрим результаты нарезки
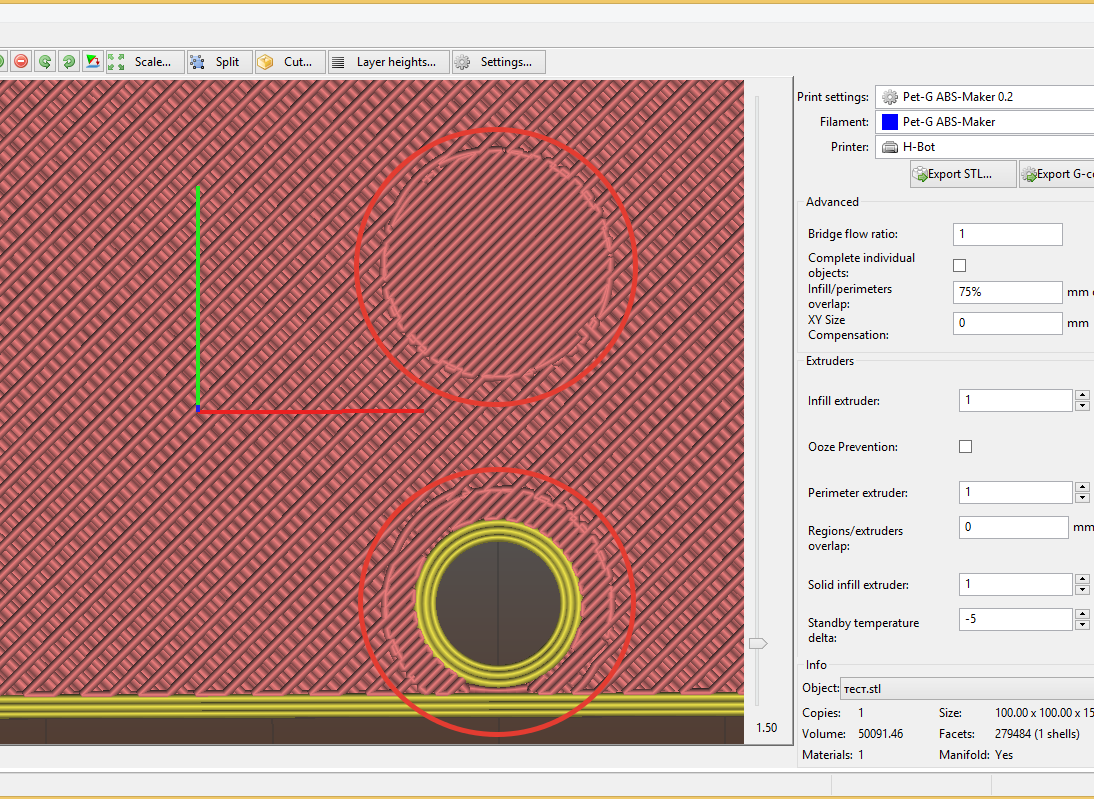
Теперь там, где были вставлены модификаторы, заполнение 100%, при этом видим, что остальное заполнение сделано в соответствии с основными настройками. Теперь модель можно печатать, ее прочность будет значительно выше и внешний вид не будет затронут.
Бывает и так, что необходимо добавить модификатор уже к STL модели, скачанной из интернета. Сделать это возможно, достаточно воспользоваться кнопкой «Create modifier». Но делать таким образом рекомендуется только в крайнем случае, когда нет другой возможности.
Напоследок хочу обратить внимание. В данном примере модель была сделана в нужной плоскости, поэтому поворачивать ее не потребовалось. Если все же требуется повернуть деталь я лично рекомендую еще до поворота загрузить модификаторы, произвести все необходимые настройки и только после выхода в основное окно программы повернуть деталь нужной стороной к столу. В этом случае деталь будет повернута вместе с модификаторами.
6 комментариев на «Slic3r. Усиление модели или работа с модификаторами.»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Slic3r, отсекаем от STL модели лишнее или печать частями Способ стабилизации адгезии пластика к стеклу



















































































































































В простых случаях (когда не нужна сложная геометрия) можно модификаторы применять с помощью встроенных примитивов: куб, цилиндр, сфера, прямоугольник.
Да, можно. Я затронул эту тему в статье, но не стал останавливаться, т.к. с встроенными примитивами крайне неудобно работать . В основном из-за того, что нельзя сделать привязку к центру отверстия или любому другому элементу. Приходится вставлять примитивы на глаз. В кад системе тоже самое делается гораздо проще, а про удобство вообще молчу. Если модель разрабатывается с нуля в кад системе, лучше и удобнее их сразу встроить в модель, а в слайсере просто подгружать, проставить параметры и слайсить, голова уже не болит ни о чем. Но если не умеем пользоваться кад системами или нет возможности ей воспользоваться, тогда да, приходится работать с встроенными примитивами.
. В основном из-за того, что нельзя сделать привязку к центру отверстия или любому другому элементу. Приходится вставлять примитивы на глаз. В кад системе тоже самое делается гораздо проще, а про удобство вообще молчу. Если модель разрабатывается с нуля в кад системе, лучше и удобнее их сразу встроить в модель, а в слайсере просто подгружать, проставить параметры и слайсить, голова уже не болит ни о чем. Но если не умеем пользоваться кад системами или нет возможности ей воспользоваться, тогда да, приходится работать с встроенными примитивами.
Как по мне, в куре такое делается проще если точно знать сколько слоев, какое заполнение и тд, меньше окошек в которых нужно лазить. только в куре это делается наоборот. в cura выставляются параметры “модификатора”, а только потом “модификатор” ставится на нужное место (выделяем все и жмем ctrl+alt+G).
и + в Slic3r если выставить модификатор периметра то он слайсит как бы несколько моделей которые друг к другу стоят впритык. как это сделать по нормальному я не понял(?). кура умеет и как Slic3r… и по нормальному – в области модификатора просто увеличивается количество периметров, крышка и дно остаются не тронутыми…
Честно говоря, даже не знаю как кура с ними работает, да и знать не хочу, я ее на дух не переношу ]:-> Но даже при таком способе сразу вижу много возни со слоями. А тут сразу модификаторы добавил, что в кад системе делается очень просто, загрузил в слик, модификаторы на 100% и пошел слайсить. Времени занимает 2 минуты.
А зачем это. Слишком много заморочек. Тут на лицо неправильное построение детали, точнее стоек крепления. Такая стойка крепления в любом случае сломается, если не сразу то очень быстро. Надо делать вертикальные дополнительные стойки, они уберегут и от растрескивания стойки при закручивании винта и при других ситуациях, так же правильно подбирать диаметр внутреннего отверстия согласно того винта который планируется в него вкручивать. Как пример достаточно заглянуть в любой корпус, от стоек крепления не просто так идут стяжки к боковинам корпуса
1. Вы похоже еще не печатали PET-G
2. То, что Вы называете вертикальными дополнительными стойками, это “косынки”. В любом случае, что с этими косынками, что без них, при печати PET-G их вырывает вместе с 3-4 слоями верхнего заполнения. Да, усилие нужно больше, но не значительно, деталь в этом случае все равно остается хрупкой. Ломает именно поверхность.
3. С отверстиями этих косынок не сделать. Если с PLA усиливать не требуется, то с PET-G стоит чуть подтянуть винт крепления, пластик уже трещит, начинает продавливаться заполнение. В этом случае другого выхода нет, только усиление.
4. Деталь приведена для примера, построена на скорую руку в виде пояснения к статье. Правильно строить ее задачи не было, задача была пояснить то, о чем речь в статье. Статья не учит правильно строить деталь, статья ПРЕДЛАГАЕТ всего лишь способ усиления моделей из PET-G.