Метки: Pronterface
2015-10-24
Раздел: Другие программы, Настройка, Новичку, Электроника
![]() Автор: AKDZG Просмотров: 102 840
5 комментариев
Автор: AKDZG Просмотров: 102 840
5 комментариев
Pronterface – управление 3D принтером
Добавлено в закладки: 14
Для чего я использую Pronterface
- предварительного нагрева стола перед печатью,
- смены пластика,
- контроля температуры,
- настройки оси Z и других настроек.
Ссылка для скачивания архива программы
Щёлкаем на скачанный архив и переносим папку из архива в удобное для нас место. Подключаем 3D принтер к компьютеру и в сеть 220в. Входим в папку и щёлкаем по файлу pronterface.exe
Блок подключения 3D принтера
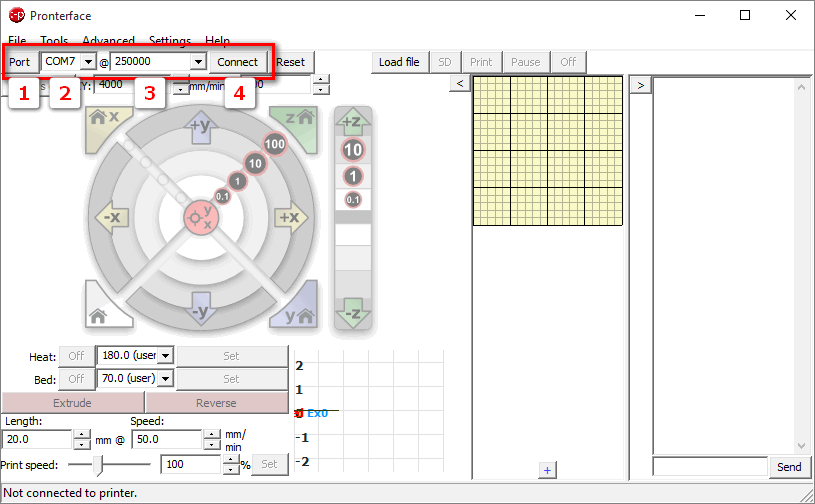
- Кнопка автоматического определения подключенного COM порта.
- Выбранный COM порт.
- Скорость обмена данными. Не менять!
- Кнопка подключения 3D принтера к программе управления.
Подключаем 3D принтер
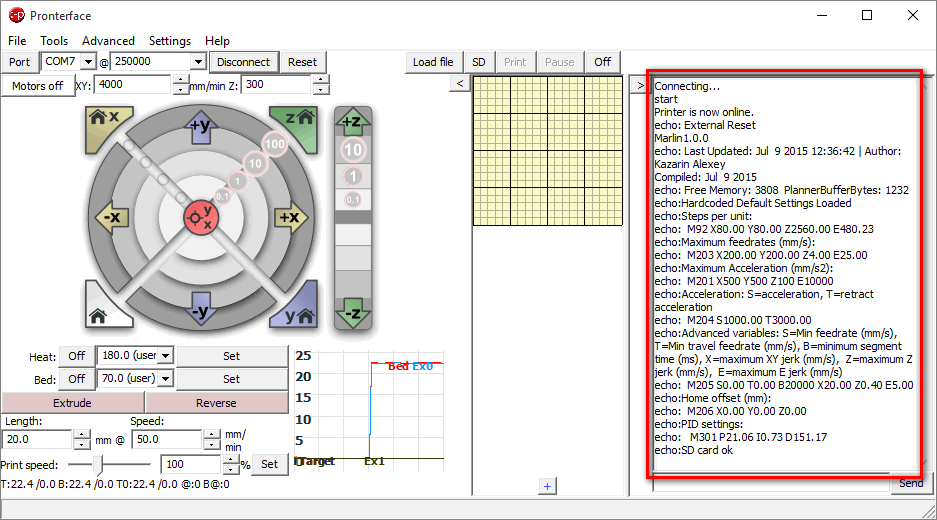
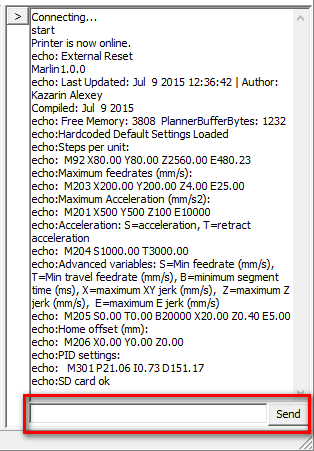
Текстовое поле вывода информации 3D принтером. Если нет слова ERROR, значит включение прошло без ошибок. Если же видим надпись Connecting… и больше ни чего, значит программа не может подключиться к 3D принтеру. Проверяем подключение USB кабеля или перебираем COM порты из выпадающего списка.
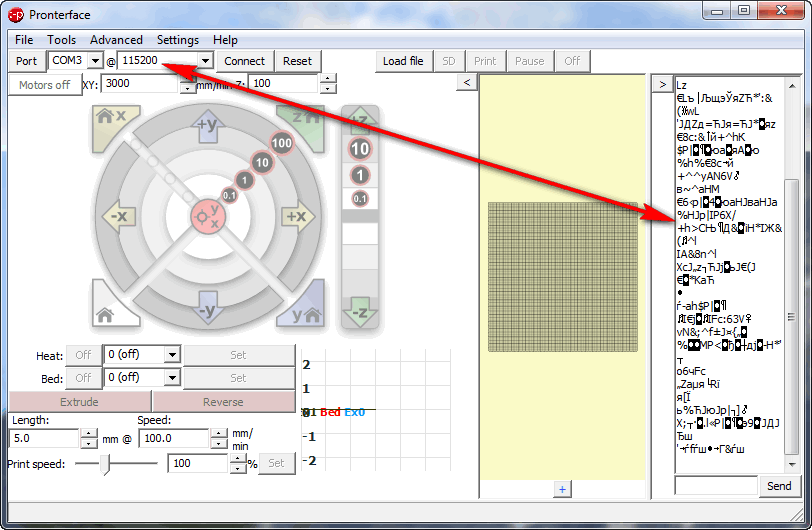
Если при подключении справа появляются кракозябры, значит выбранная скорость порта не соответствует скорости в прошивке
Перемещение сопла и стола по осям XYZ
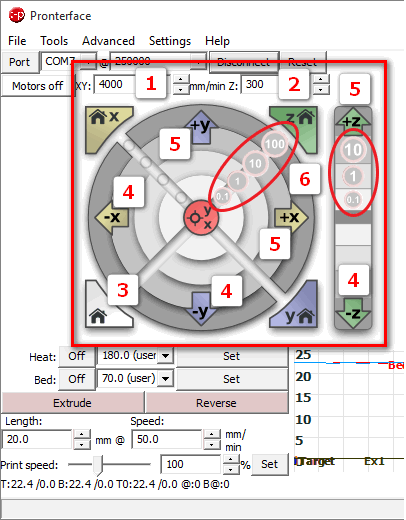
Устанавливаем скорости перемещения:
- по осям X и Y
- по оси Z
Скорость также зависит от ускорения, задаваемого в прошивке.
Для начала перемещения сопла или стола нужно 3D принтер вывести в нули (инициализация, HOME). Для этого нажимаем кнопку Home (3). После касания концевых датчиков по XYZ установятся максимальные координаты (если концевики стоят в положении MAX), т.к. ноль находится на поверхности стола в левом ближнем углу. И все ручные перемещения начинаются в “минус” (если концевики стоят в положении MAX), направление (4). Перемещения осуществляются фиксированными отрезками (6): 0.1 мм, 1 мм, 10 мм, 100 мм. После выхода в нули поле перемещения устанавливается и ограничивается из прошивки. При перемещении обращайте внимание на клипсы-прижимы стекла.
Управление нагревом сопла
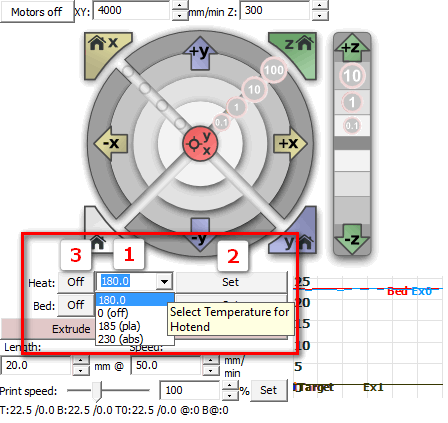
- Выбираем из списка или устанавливаем вручную температуру сопла. Температура зависит от типа пластика PLA или ABS. Обычно PLA 180-210 градусов, ABS 230-275 градусов. В прошивке установлено ограничение температуры.
- Нажимаем кнопку Set для начала прогрева сопла.
- Кнопка отключения нагрева сопла.
Управление нагревом стола
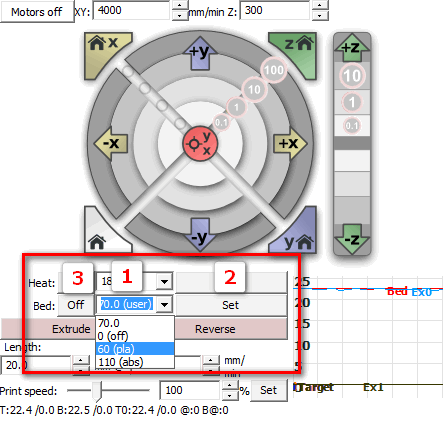
Здесь всё аналогично нагреву сопла, кроме температуры. При охлаждении пластика происходит усадка и углы детали отлипают от стола (деламинация). Для борьбы с деламинацией прогревают нижнюю часть детали. Для ABS 105-115 градусов, для PLA 70 градусов. PLA можно печатать и без нагрева стола, если есть хорошее адгезионное покрытие.
Мониторинг температуры
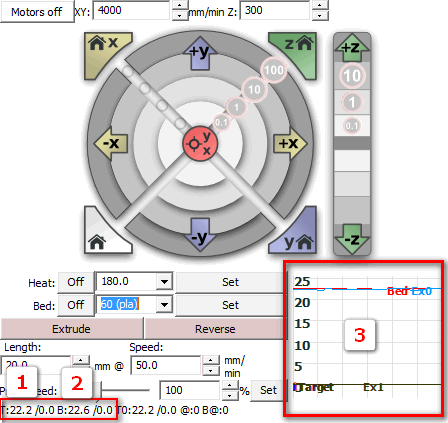
- Текущая температура сопла
- Текущая температура стола
- График изменения температуры
Управление экструдером (выдавливание и смена пластика)
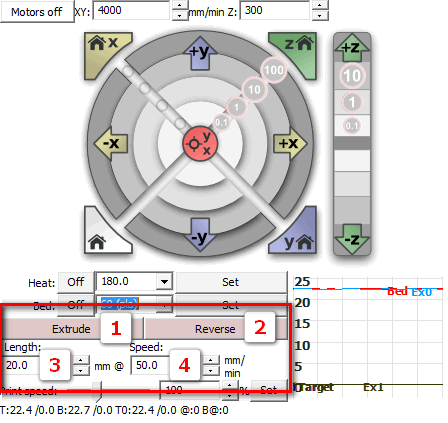
- Выдавливание пластика. Минимальная температура ограничена в прошивке.
- Обратное выталкивание пластика для смены катушки или бобины.
- Длина прутка пластика для перемещения.
- Скорость перемещения пластика в экструдере (выдавливание или выталкивание).
Консоль взаимодействия с 3D принтером
Консоль используется для настройки 3D принтера и в частности калибровки сопла относительно стола (на Mendel90 с верхним расположением концевика оси Z).
Некоторые команды консоли
- M106 включить вентилятор охлаждения детали
- M107 выключить вентилятор охлаждения детали
- M114 показывает координаты в текущей позиции
- M119 сообщает нам состояние концевых датчиков
- G1 перемещение в заданную координату (G1 Z90 – перемещение сопла до Z90)
- M303 автоматический поиск оптимальных параметров PID (для хотэнда M303 E0 C8 S260)
5 комментариев на «Pronterface – управление 3D принтером»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Cura – оптимизация настроек ретракта От … до ТриДэшника или рождение Бибобота




















































































































































Ко всему изложенному хочу добавить, что использую эту программу для запуска печати с флэшки, пока не пришел новый контроллер, в замен потерявшего ручное управление.
Эта программа может печатать? Если я имею файл с моделью в стл. Что там нужно делать?
Печатать может готовый G-код. Как в нём слайсить не знаю, но вроде бы можно.
А второй экструдер где то в Пронте можно включить?
Здравствуйте!
Я купил дельта 3d принтер HE3D k280. Помогите решить проблему. В комплекте не было ни какого софта. После сборки – все жужжит и движется, все возвращается к концевым выключателям, стало быть прошивка есть, подключил к ПК. Наступил момент калибровки и управляющие программы Рronterface и Repetier в ручном режиме отводят головку в разные стороны, но по оси Z не опускают. Стал разбираться с прошивками устанавливал и Марлин и Репетиер, доигрался, что принтер превратился в тыкву – кулер крутится на плате огоньки светяся, подсветка дисплея горит, а вот ни каких движений и индикации на дисплее нет. Может дадите совет или поможете создать прошивку плата Makerbase MKS Gen L V.1.0 чип AT Mega 2560.
Заранее благодарен,
Евгений.
sea-2000@yandex.ru