
Метки: Lomond, каптон, ситалловое стекло
2015-10-16
Раздел: 3D печать, Адгезия и деламинация, Новичку
![]() Автор: AKDZG Просмотров: 15 046
8 комментариев
Автор: AKDZG Просмотров: 15 046
8 комментариев
От классики к мистике. Тест поверхностей для печати
Добавлено в закладки: 0
Испытуемые:
- Синий малярный скотч
- Каптоновый скотч
- Плёнка LOMOND self-adgesive inkjet film 1708411
- Ситалловое стекло
- Катализатор – пиво “Velkopopovicky Kozel” Svetly
Синий малярный скотч
Отлично подходит для печати мелких деталек из PLA пластика без нагрева стола. При увеличении площади детали края приподнимаются вместе со скотчем.
Каптоновый скотч
Клею свежий скотч, мажу пивом “Светлый Козел” на прогретый до 110 градусов стол.
Нижняя поверхность детали (ABS) получилась гладкая, кроме углов, которые неприятно приподняло. На свежее пиво прилипает не очень хорошо и ещё само пиво остаётся коричневой плёнкой на нижней поверхности детали. Пиво легко смывается водой. Деталь хорошо отделяется от столика после остывания, но оставлять на ночь нельзя. Пластик начинает вытягивать скотч и образуются пузыри воздуха под скотчем.

Такая поверхность уже через несколько дней печати

Оставил деталь на ночь и каптон сморщился.

Нижняя поверхность глянцевая, но остаются ямы от пузырей

Плёнка Lomond

Долго я смотрел на эту плёнку, но пришёл момент, когда каптон пора было заменить и я решился на эксперимент. Разрезал плёнку на два равных листа и один наклеил на промытую поверхность боросиликатного стекла.
Совсем забыл, что верхний слой плёнки нужно тщательно смыть водой. По началу нить ABS не хотела липнуть к поверхности. После нескольких калибровок сопла относительно стола печать всё таки пошла. Но результат меня крайне не удовлетворил – уголки детали приподняло.
После первой печати под плёнкой наметились воздушные прослойки по контуру детали.
Потёр пальцем поверхность плёнки и вспомнил, что верхний слой нужно смыть, что я и сделал.

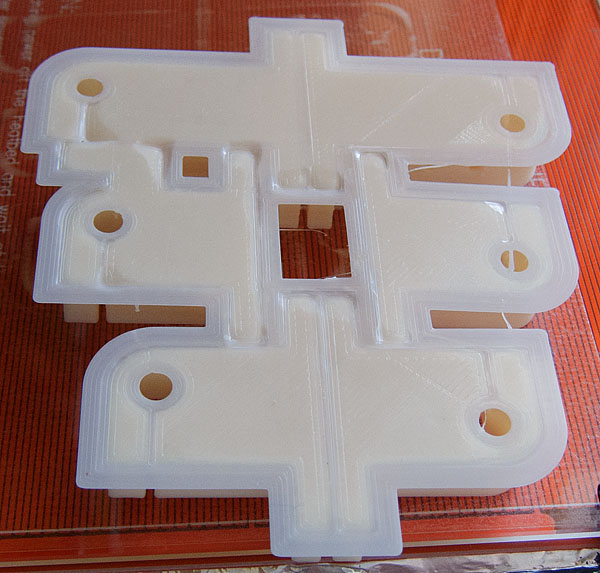
Пот такая нижняя поверхность получается у деталек из ABS на Ломонде. Минус один – очень трудно оторвать деталь от плёнки.
Через несколько дней печати воздушные пузырьки начинают увеличиваться и проявляются на нижней поверхности детали. Но эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного больше до появления пузырьков неприличного размера.
Пузыри под плёнкой.

Ситалловое стекло
Переходим к мистическо-космическому материалу. Пока неизведанный материал, который мало кто держал в руках.
Ситаллами называются кристаллические материалы, получаемые при введении в расплавленное стекло катализаторов, в результате чего в объёме материала возникают центры кристаллизации, на которых происходит рост кристаллов основной фазы. Термин «ситаллы» предложен профессором МХТИ им. Д.И. Менделеева И.И. Китайгородским и происходит от слов «стекло» и «кристалл». Впервые ситаллы были изготовлены в 50-х гг. 20 в. Материалы, подобные ситаллам, за рубежом наз. пирокерамом, девитрокерамом, стеклокерамом. Ситаллы обладают высокой прочностью, твердостью, износостойкостью, малым термич. расширением, хим. и термич. устойчивостью, газо- и влагонепроницаемостью.
Упаковка

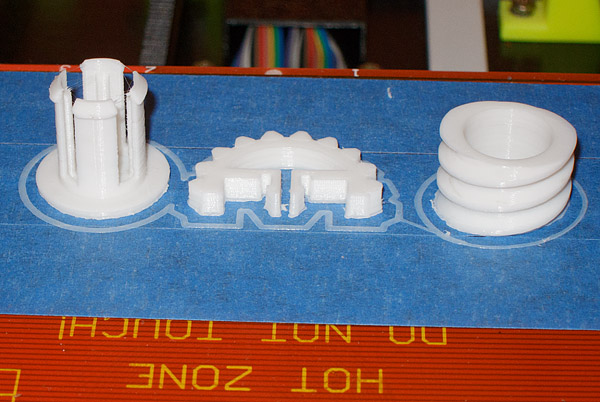
Тщательно протёр 646 растворителем. Перенастроил габарит по оси Z. Запустил печать шестерни из комплекта Prusa i3 Rework. ABS 265 градусов, стол 116 градусов.

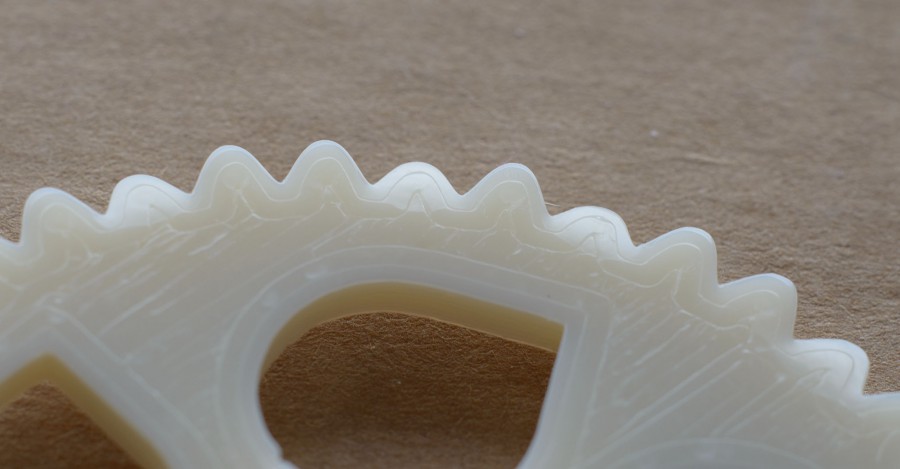
Результат меня разочаровал. При 76 градусах на столе деталь снимается рукой, как будто её просто положили на стекло.
Добавил на стол 2 градуса.

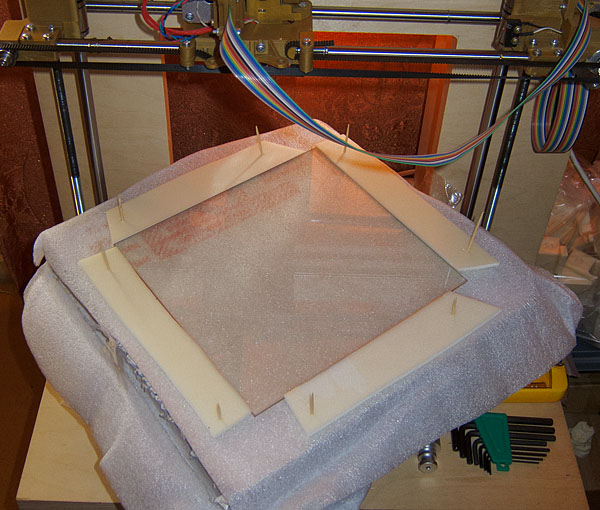
Вез Brim печатать нельзя. При температуре стола 85 градусов деталь можно снимать со стекла.
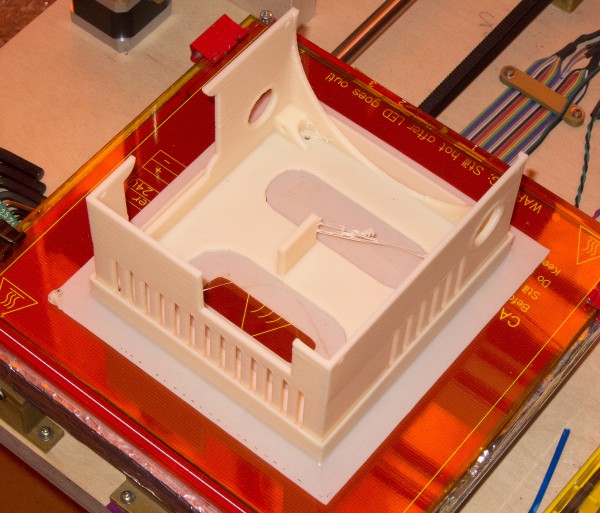
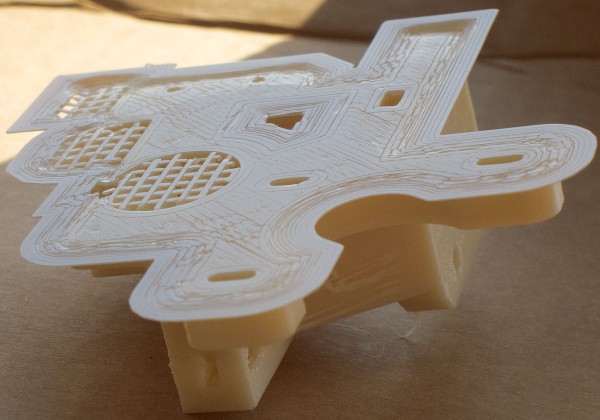
Теперь интересно как работает Brim. Печатаю деталь экструдера из комплекта Prusa i3 Rework. Если Brim будет держать детали с большой нижней площадью, то это будет идеально, а пока плюсов адгезии не заметил.
Стол 118 градусов.
Пока похоже на каптон без пива.
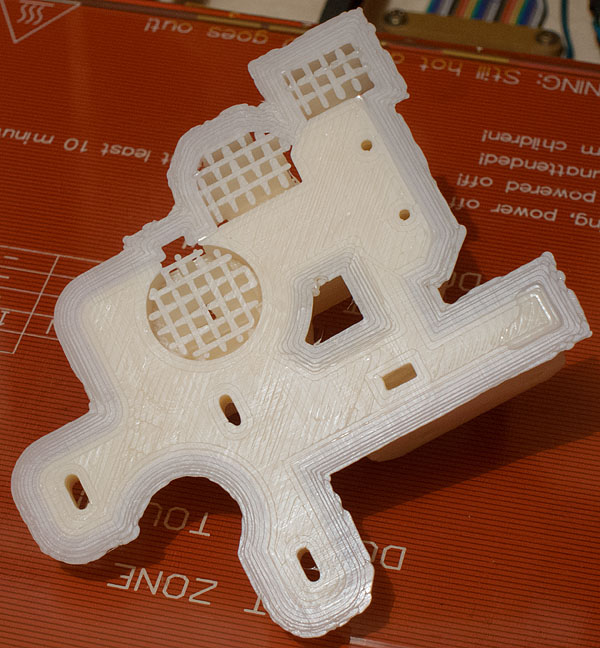
Стол 122 градуса. Модель cal.stl из проекта Mendel90. Сопло опустил по Z на 0,1 мм.

Появились дополнительные пузырьки на нижней поверхности детали.
Попробовал снять недопечатанную деталь с горячего стола (119 градусов). Снялась очень легко.
Протёр стекло спиртом – никакого эффекта.
Раз эффект как у каптона без пива, то решил смазать пивом. Температура стола 118 градусов.
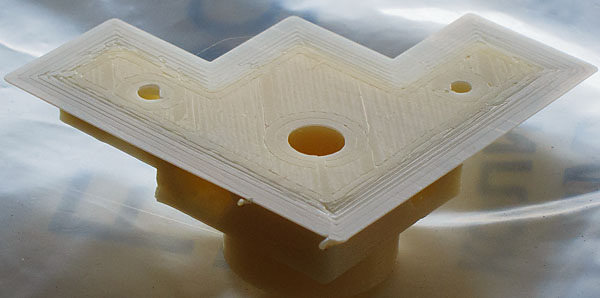
Такой результат уже приемлем. Снимается отлично.
Небольшой отлип на большой детали, как и положено пиву.
Есть ещё плёнка Lomond 2800003. Говорят она тоньше и верхний слой смывать не нужно. Но её я ещё не испытывал.
Мои выводы
Синий скотч. Отлично подходит для мелких деталек из PLA пластика. Не требует нагрева стола.
Каптоновый скотч. Хорошо подходит для средне габаритных деталей из ABS и PLA пластика. Обязателен нагрев стола и нанесение слоя пива. Обязателен Brim (Кайма). Если печатать не часто, то хватает надолго.
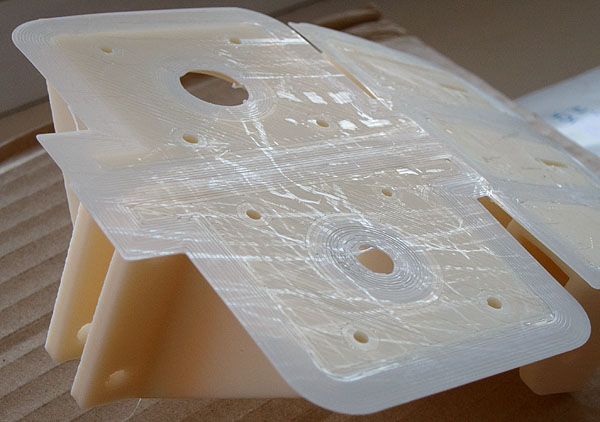
Плёнка Lomond 1708411. PLA пластиком не печатал. Хорошо подходит для крупногабаритных деталей из ABS пластика, пока не приходит момент снятия детали, очень трудно оторвать (можно стукнуть по детальке вбок). Brim (Кайма) не нужен – шестерни без Brim это здорово. Дюжит дольше каптона. Рекомендую перфекционистам.
Ситалловое стекло. Печатал только АБСом. Brim (Кайма) обязателен. Низ детали глянцевый. На чистом стекле края загибает как на каптоне без пива. Обязательно нужно мазать пивом и получается “вечный” каптон. Деталь легко снимается уже при 80 градусах на столе. Идеально для тех, кто хочет автоматизировать процесс снятия детали со стола с помощью манипулятора или подручных человечков ![]()
8 комментариев на «От классики к мистике. Тест поверхностей для печати»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Первые шаги к постройке Mendel90




















































































































































Мне вот непонятно зачем мазать пивом ситалловое стекло я вот купил в Питере уж полгода как печатаю без проблем никакой деламинации температура стола 125 главное при работе с ним тщательное обезжиривание ну хотя бы раз в неделю и лучше снимать и тщательно мыть синей жидкостью для мойки стекла ацетон или спирт обязательно дают белый налёт….это только для АВСа а PLA по моему можно и на простое стекло
Сейчас уже все поняли, что для каждого пластика желательно подбирать своё средство адгезии. Так что желательно писать производителя пластика и цвет, с которыми работает это стекло.
Мы как стали призводить свой АВС так с него и не слазим бест филамент пластик вобщем то не плохой но наш почему то лучше более высокая текучесть это позволяет за один раз перекрывать (при печати)практически любые полости в моделях тем более у нас заводское производство мононити и у работяг гигантский опыт производства этой нити конечно Алексей невозможно с вами не согласиться пластик каждого производителя требует перестройка принтера
Мои «пять копеек», вдруг кому пригодится
Печатаю только «Бестфиламентом». Первая и главная причина — только он доступен для заказа в Караганде (~500км от моего города)Приходит за 3-4 дня. Ну и второе — он меня полностью устраивает. Печатаю на стекле и клее карандаше. Нагреваю до 50 градусов и равномерно наношу клей тонким слоем на стекло, предварительно протерев его ацетоном. Поверхность получается долговечной. При печати ПЛА деталь приходится поддевать ножом, иначе сложно оторвать.
АБС — стол 110 градусов и зазор поменьше, чтобы первый слой хорошо размазывался, печатаю с бримом. Углы не отрываются, держится отлично. На горячую оторвать сложно. По мере остывания стола, деталь отскакивает сама, ничего отрывать не нужно.
Клей со стекла легко смывается под струёй горячей воды, при помощи щётки, буквально за минуту.
Забыли написать какой конкретно клей используете.
клей Amos Glue Stick
Что то изображения не прикручиваются
Спасибо!