Метки: PrusaSlicer, slic3r, Настройка, Настройка PrusaSlicer, Параметры PrusaSlicer.
2019-07-19
Раздел: 3D печать, Слайсеры
![]() Автор: dark184 Просмотров: 32 267
Нет комментариев
Автор: dark184 Просмотров: 32 267
Нет комментариев
PrusaSlicer. Print Settings.
Добавлено в закладки: 2
В первой части статьи PrusaSlicer. Начало. были рассмотрены базовые принципы работы в PrusaSlicer. Во второй части хотелось бы затронуть настройки печати.
Вкладка Print Settings
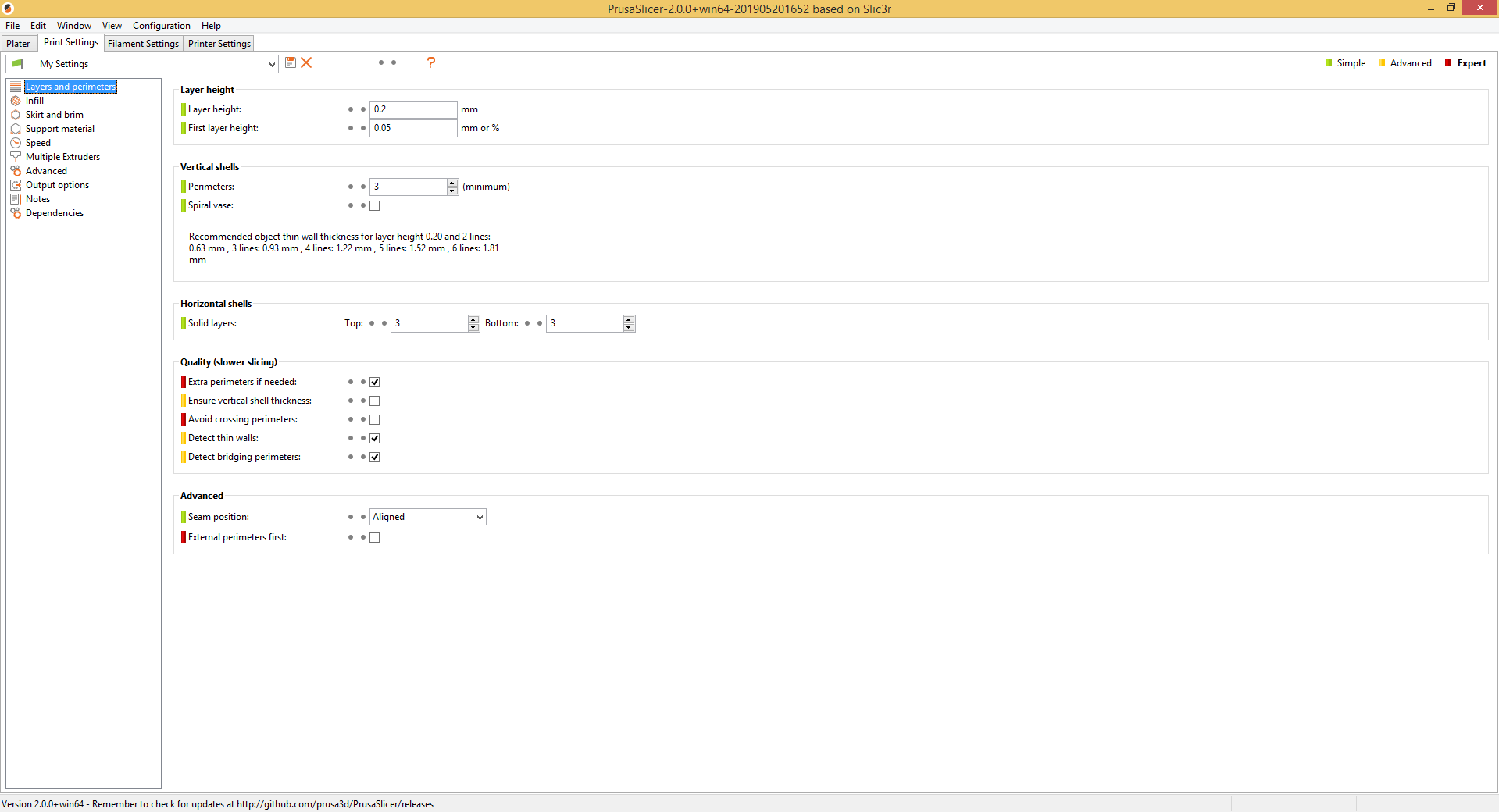
Layers and perimeters
Layer height
Layer height – Основная высота слоя
First layer height – Высота первого слоя
Vertical shells
Perimeters – Количество периметров
Spiral vase – Режим вазы
Horizontal shells
Solid layers – Количество сплошных слоев сверху (Top) и снизу (Buttom)
Quality (slower slicing)
Extra perimeters if needed – добавить больше периметров при необходимости, чтобы избежать пробелов в наклонных стенках. PrusaSlicer будет продолжать добавлять периметры, пока не будет поддерживаться более 70% слоя.
Ensure vertical shell thickness – добавить твердое заполнение вблизи наклонных поверхностей, чтобы гарантировать вертикальную толщину оболочки (никогда не использовал честно говоря, еще не успел).
Avoid crossing perimeters – заставляет слайсер рассчитывать траектории таким образом, чтобы сопло не выходило за границы периметра. Может увеличить время печати.
Detect thin walls – обнаружение тонких стенок и печать их за один проход.
Detect bridging perimeters – обнаружение мостов.
Advanced
Seam position – положение шва. Есть 4 опции: Random – в случайном порядке, Nearest – ближайшая к текущей позиции сопла, Aligned – выровненная, т.е. в линию, Rear – на задней стенке модели.
External perimeters first – печатать внешний периметр первым. К заполнению не относится, только к периметрам.
Infill
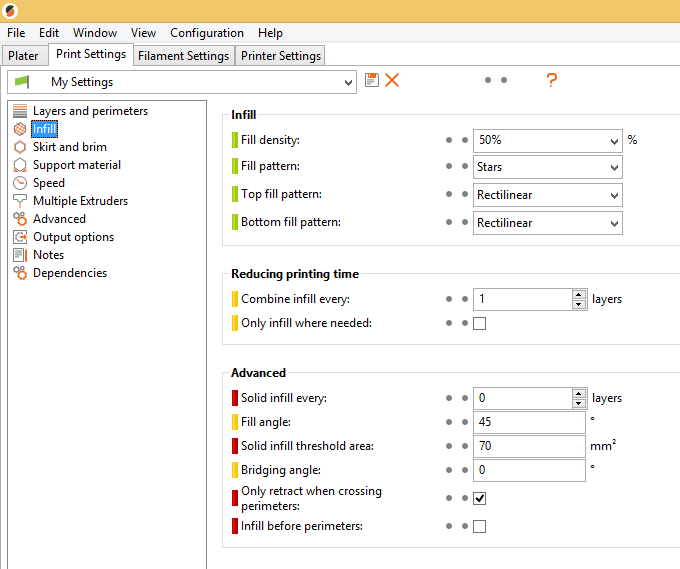
Infill (заполнение)
Fill density – Плотность заполнения.
Fill pattern – Рисунок заполнения.
Top fill pattern – Рисунок верхних сплошных слоев.
Bottom fill pattern – Рисунок нижних сплошных слоев.
Reducing printing time (сокращение времени печати)
Combine infill every – Эта функция позволяет ускорить печать путем выдавливания более толстых слоев заполнения, сохраняя при этом тонкие(по высоте) периметры. Т.е. если установлено значение 2, то заполнение будет печататься только каждые два слоя, но с увеличенной экструзией, периметры же не будут затронуты.
Only infill where needed – Заполнение только там, где это необходимо.
Advanced
Solid infill every – Печать сплошного заполнения через указанное количество слоев
Fill angle – Угол печати заполнения
Solid infill threshold area – Если площадь заполнения менее указанной, будет напечатан сплошной слой
Bridging angle –
Only retract when crossing perimeters – Применять ретракт только при пересечении периметров
Infill before perimeters – Если установлена галка, то сначала печатается заполнение, потом периметры
Skirt and brim
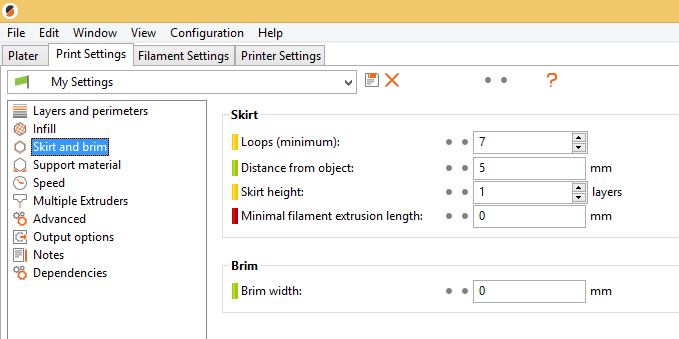
Skirt
Loops (minimum) – Минимальное количество циклов вокруг модели. Почему минимальное, станет ясно позже.
Distance from object – Расстояние от объекта до Skirt в миллиметрах
Skirt height – На сколько слоев поднять Skirt. Иногда можно использовать как защиту от сквозняков при печати ABS, если поднять на всю высоту модели.
Minimal filament extrusion length – Минимальное количество филамента в миллиметрах, которое необходимо выдавить при печати Skirt.
Первый и четвертый пункты достаточно интересны. Всем знакома ситуация, когда пластик при нагреве, остывании или простое с разогретым хотэндом, просачивается через сопло. Наверняка знакомо? При печати большой модели 7 циклов вокруг модели для печати Skirt много, а вот для мелкой может оказаться слишком мало. Приходится лезть в настройки… Но если в Loops (minimum) выставить количество циклов для большой модели, к примеру 2, и их будет достаточно, то для мелкой модели в Minimal filament extrusion length можно установить такую длину филамента, при выдавливании которого сопло гарантированно заполнится. Теперь оба эти параметра будут работать в паре и можно вообще забыть об этой настройке. Сопло гарантировано заполнится при печати моделей любых размеров.
Brim
Brim width – Просто ширина Brim. Применяется в основном для улучшения адгезии при малой площади модели.
Support material (поддержки)
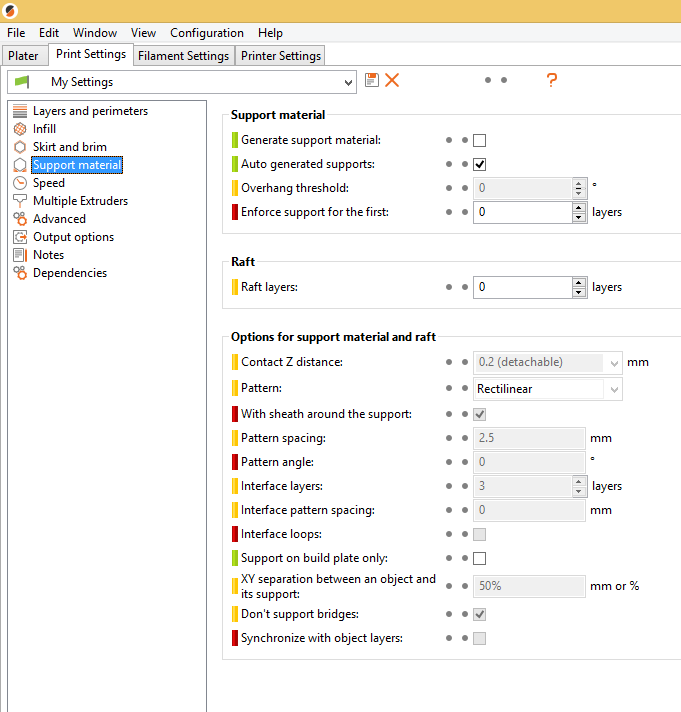
Support material
Generate support material – Разрешить печать поддержек.
Auto generated supports – Если флажок установлен, поддержки будут генерироваться автоматически на основе установленного порогового значения “Overhang threshold”. Если флажок снят, поддержки будут создаваться только внутри “support enforcer”. На мой взгляд несколько странная функция. Чтобы просто сгенерировать поддержки в автоматическом режиме, нужно установить оба флажка. Но скорее всего это просто связано с введением как раз объекта “support enforcer”
Overhang threshold – Значение угла, при котором необходимо печатать поддержки
Enforce support for the first – Принудительная печать поддержек указанного количества первых слоев.
Raft
Raft layers – Печать raft на указанное количество слоев.
Options for support material and raft
Contact Z distance – Вертикальная дистанция между поддержками и моделью.
Pattern – Просто “узор” для поддержек.
With sheath around the support – Печать оболочки вокруг поддержек. Т.е. у поддержек появляется свой периметр, на мой взгляд при установленном флажке поверхность модели над поддержками получается более аккуратной.
Pattern spacing – Расстояние между нитками поддержек в миллиметрах.
Pattern angle – Угол печати для поддержек.
Interface layers – Количество слоев интерфейса, вставляемых между объектом и поддержками. Можно провести аналогию с Solid layers для верхних слоев. Работает абсолютно аналогично, но для поддержек. Здесь и далее, словом “интерфейс” называются верхние слои поддержек, в количестве, установленном именно здесь.
Interface pattern spacing – Расстояние между линиями интерфейса. Установите ноль, чтобы получить сплошной интерфейс.
Interface loops – Это лучше видеть ![]() Параметр похоже предназначен для улучшения отделения поддержек.
Параметр похоже предназначен для улучшения отделения поддержек.

Support on build plate only – Печать поддержек только от стола.
XY separation between an object and its support – Расстояние от объекта до поддержек, чем больше, тем легче отделяются поддержки. Подбирать экспериментально.
Don’t support bridges – Не поддерживать мосты.
Synchronize with object layers – Синхронизация со слоями объекта. Протестировать не удалось, всегда не активна.
Speed
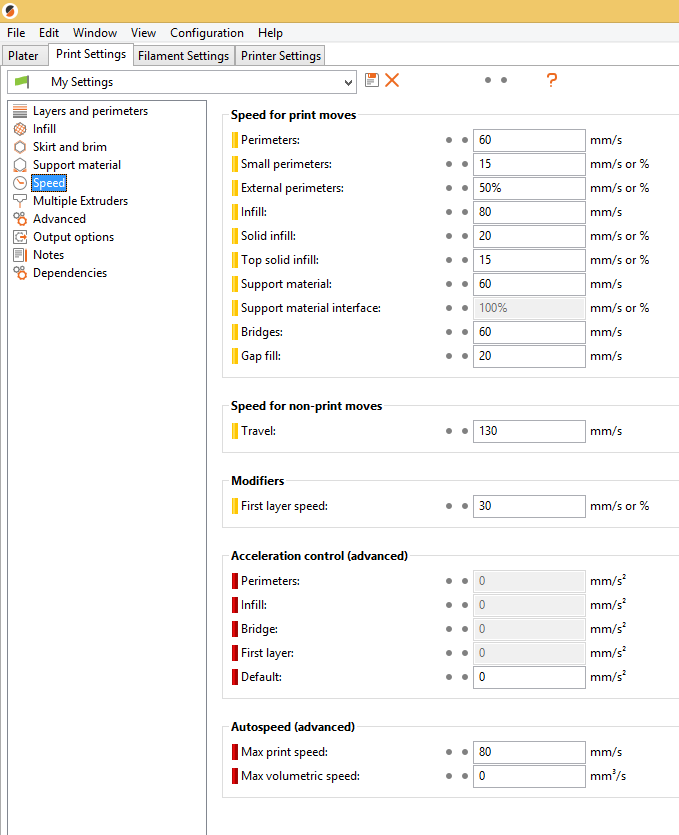
Speed for print moves
В особых комментариях не нуждается, задаем скорость для каждого типа линий.
Speed for non-print moves
Travel – скорость холостых перемещений.
Modifiers
First layer speed – скорость печати первого слоя.
Acceleration control
Также в особых комментариях не нуждается, контроль ускорений.
Autospeed
Максимально допустимые скорости для печати и экструдера соответственно. Скорости, установленные здесь, никогда не превысят установленных в Speed for print moves.
Multiple Extruders
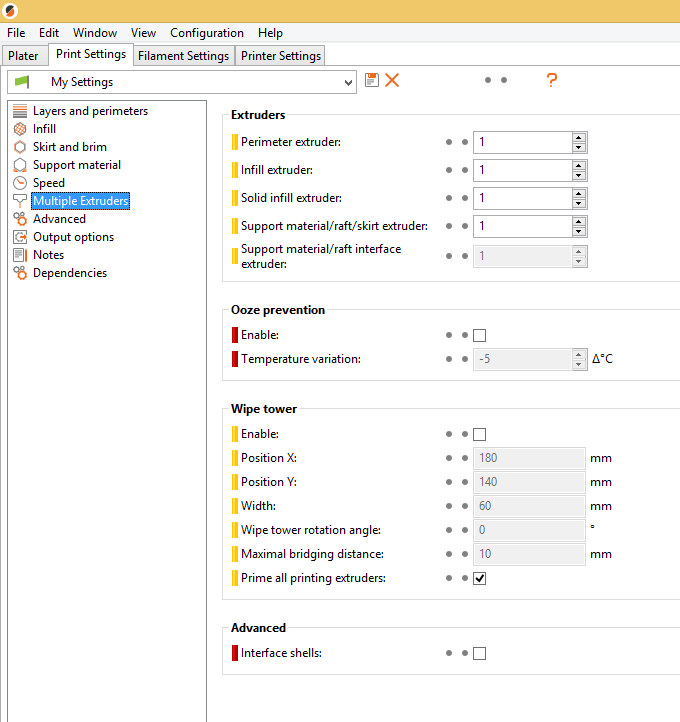
Extruders
Все просто и понятно, если экструдер не один, назначаем какой экструдер что будет печатать. Если один, выставляем везде 1.
Ooze prevention (предотвращение просачивания)
Enable – Включение этой опции заставит понизить температуру неактивных экструдеров чтобы предотвратить просачивание. У меня только один экструдер, так что протестировать не удалось.
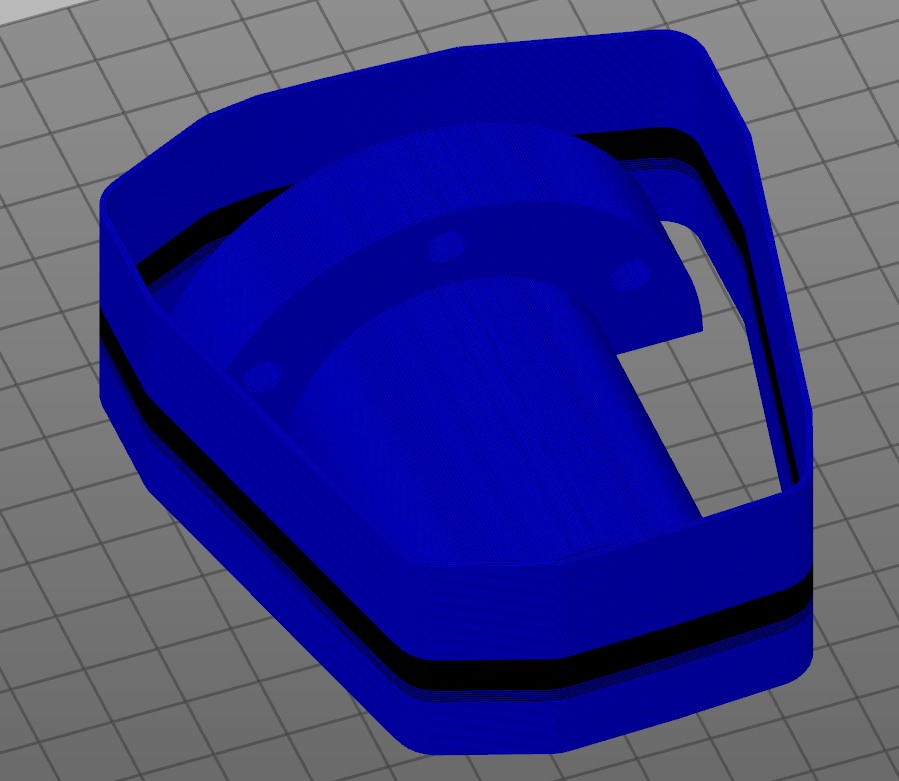
Temperature variation – Разность температур, применяется когда экструдер не активен. Включает полно-высотную “жертвенную” юбку (Skirt), на которой периодически протираются сопла. Причем “жертвенная” юбка будет строится в соответствии с настройками Skirt на всю высоту детали, даже если в Skirt height стоит “0”. Лучше видеть, два экструдера (синий первый – модель, черный второй – поддержки)
Wipe tower (протирочная башня)
Enable – Включаем Wipe tower. Принтерам с несколькими материалами может потребоваться грунтовать или продувать (перевел как смог, сам не знаю что это значит ![]() ) экструдеры при смене инструмента. Экструдируйте лишний материал в Wipe tower.
) экструдеры при смене инструмента. Экструдируйте лишний материал в Wipe tower.
При включении может появится окно, сообщающее нам о том, что в настоящее время Wipe tower поддерживается только экструдером без смены инструмента, а также параметры “Support material/raft/skirt extruder” и “Support material/raft interface extruder” должны быть равны “0”. Находятся они чуть выше в поле Extruders. Скажу так, сам ни разу этой опцией не пользовался, да и информация довольно противоречивая, полагаю она предназначена для ручной смены филамента.
Position X – Координата Х левого переднего угла башни
Position Y – Координата Y левого переднего угла башни
Width – Ширина башни
Wipe tower rotation angle – Угол поворота башни относительно оси Х
Maximal bridging distance – Максимальное расстояние между опорами на разреженных участках заполнения.
Prime all printing extruders – Если этот параметр включен, все печатающие экструдеры будут загрунтованы на переднем краю стола в начале печати.
Для меня данная опция новая и не протестированная, просьба в комментариях поправить если что. Внесу правки.
Advanced
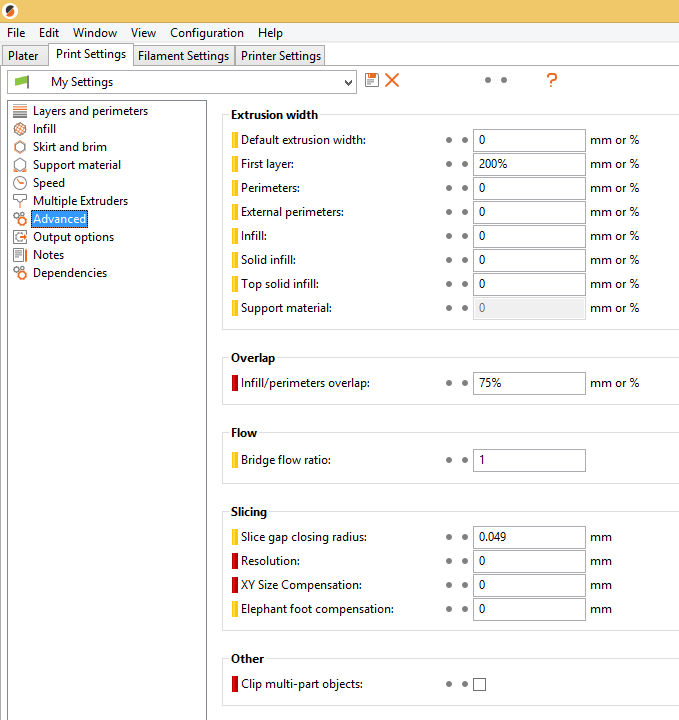
Extrusion width (ширина экструзии)
Очень полезная опция, позволяет вручную подобрать ширину экструзии для каждого типа линий. Если верить подсказкам, то значение “0” – ширина экструзии рассчитывается автоматически, любое значение в миллиметрах заставит слайсер выставить указанную ширину экструзии. Значение, выраженное в процентах – ширина экструзии будет рассчитываться от высоты слоя.
Default extrusion width – Ширина экструзии по умолчанию. “0” в этом поле значит, что ширина экструзии будет равна диаметру сопла, выражение в процентах – установленный процент от высоты слоя. Значение в миллиметрах жестко привязывает ширину экструзии к установленному значению и относится ко всем типам, поэтому далее обращать на это внимания не буду.
First layer – Первый слой. “0” = Default extrusion width, % = % x высота слоя.
Perimeters – Периметры. “0” = Default extrusion width если он сам “0”, иначе 1,125 х диаметр сопла, % = % x высота слоя.
External perimeters – Внешние периметры. “0” = Default extrusion width если он сам “0”, иначе 1,125 х диаметр сопла, % = % x высота слоя.
Infill – Заполнение. “0” = Default extrusion width если он сам “0”, иначе 1,125 х диаметр сопла, % = % x высота слоя.
Solid infill – Сплошное заполнение. “0” = Default extrusion width если он сам “0”, иначе 1,125 х диаметр сопла, % = % x высота слоя.
Top solid infill – “0” = Default extrusion width, % = % x высота слоя.
Support material – “0” = Default extrusion width, % = % x высота слоя.
Overlap
Infill/perimeters overlap – Перекрытие заполнения на внутренний периметр. Рассчитывается от ширины экструзии периметров.
Flow
Bridge flow ratio – Коэффициент экструзии для печати мостов. Очень выручает на PETG пластике.
Slicing
Slice gap closing radius – Новая опция, пока не понял что это и для чего. Единственное что ясно, надо ставить небольшим. Пока оставим по умолчанию.
Resolution – Разрешение печати. Просто отсекать от модели детали, менее установленного значения. “0” блокирует функцию.
XY Size Compensation – Компенсация линейных размеров из за усадки пластика. Не путать с масштабированием! Работают совершенно по разному.
Elephant foot compensation – Компенсация эффекта слоновьей ноги.
Other
Clip multi-part objects – При печати объектов из нескольких материалов эти настройки заставят PrusaSlicer обрезать перекрывающиеся части объекта друг за другом (2-я часть будет обрезана 1-й, 3-я часть будет обрезана 1-й и 2-й и т. д.).
Output options
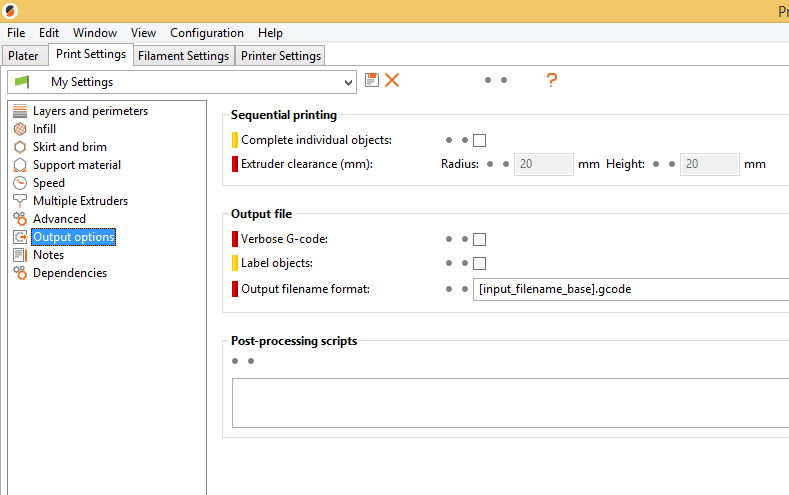
Sequential printing
Complete individual objects – Печать объектов на столе по очереди. Очень удобно.
Extruder clearance (mm) – Защитная зона хотенда. Radius – радиус вокруг хотэнда, Height – ограничение по высоте. Параметры используются при размещении объектов на столе. Если один из параметров меньше установленного, PrusaSlicer сразу при размещении объектов выдаст предупреждение. Параметры выставляются в зависимости от конструкции принтера с таким расчетом, чтобы уже напечатанные объекты не создавали помех вновь печатаемым.
Output file
Verbose G-code – Подробный G-code. При печати с SD карты, комментарии могут замедлить печать.
Label objects – Включает метки объектов. Каждый объект комментируется своей меткой в G-code. Используется плагином Octoprint CancelObject. Есть ограничения по использованию этой функции, смотрите подсказку.
Output filename format – Форматирование имени выходного файла. Оставим по умолчанию, никогда не пользовался, да и не вижу необходимости в форматировании имени выходного файла.
Post-processing script
Оставлю для более продвинутых пользователей, использующих скрипты.
Dependencies (зависимости)
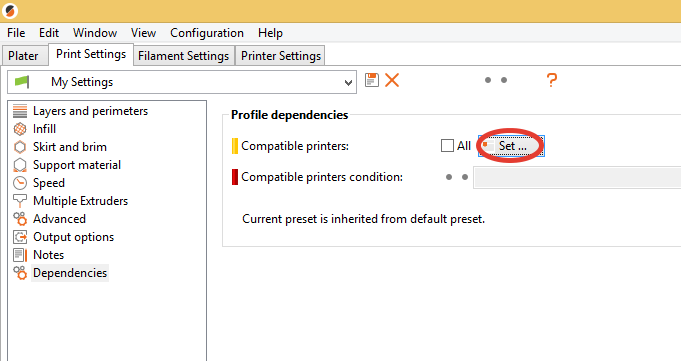
Profile dependencies (зависимости профиля)
Compatible printers – Совместимые с текущим профилем принтеры. Ставим All если только один принтер, иначе снимаем флажок и жмем Set

выбираем принтеры, с которыми будет работать текущий профиль и жмем ОК. Теперь в основном окне слайсера данный профиль не будет отображаться если выбран несовместимый принтер. По сути это просто фильтр, с помощью которого можно скрывать профили в зависимости от выбранного принтера.
Compatible printers condition – В строку вписываем логическое выражение, которое и будет определять, совместим ли принтер с данным профилем или нет.
PrusaSlicer. Начало. PrusaSlicer. Filament Settings и Printer Settings.


















































































































































