Метки: E3D, хотэнд
2016-03-24
Раздел: Новичку, Обзор
![]() Автор: AKDZG Просмотров: 76 319
18 комментариев
Автор: AKDZG Просмотров: 76 319
18 комментариев
Разнообразие хотэндов E3D
Добавлено в закладки: 13
В последнее время появилось большое количество вариантов хотэндов E3D при участии китайских производителей. В данный момент эти хоты очень распространены и в этой статье я попытаюсь помочь определиться с выбором и не допустить ошибки при покупке.
Начнём сверху
- Стандарт диаметра прутка – 1,75 мм или 3 (2,85) мм
- Способ подачи прутка
- Варианты радиаторов
- Варианты термобарьеров
- Варианты нагревательных блоков
- Сопла
- Экзотика
- Сборка
Способ подачи прутка
Существуют два способа подачи прутка в хотэнд:
- Прямой – Direct и Wade. В китайском варианте Short.
- Удалённый – Bowden. В китайском варианте Long.
Прямая подача – пруток из отверстия экструдера сразу подаётся в отверстие хотэнда. Отверстие под диаметр прутка должно начинаться сразу.

Удалённая подача – экструдер закреплён на раме, а хотэнд на каретке. Пруток проходит по тефлоновой трубке между экструдером и хотэндом. На торце хотэнда ставится пневмо фитинг или другой удерживающий зажим для трубки боудена.
Китайский вариант: PC4 под 1,75 мм пруток (трубка PTFE размера OD 4 мм ID 2 мм), PC6 под 3 (2,85) мм пруток (трубка PTFE размера OD 6 мм ID 4 мм)


Фитинги отличаются не только по диаметру вставляемой трубки, но и по тому, будет она проходить сквозь фитинг (чёрные) или нет (синие).

Оригинальный вариант трубки под 3 (2,85) мм пруток OD 6,35 мм ID 3,18 мм. Фитинг уже встроен в хот.


Варианты радиаторов
Есть три основных варианта: v5, v6 и v6 Lite
v6 короче, чем v5

v6 Lite сделан монолитным с трубкой термобарьера. Внешние габариты радиатора как у v6. Это удешевило конструкцию и снизило ремонтопригодность.

v5 и v6 могут иметь резьбу М6 или М7 под трубку термобарьера. Под пруток 1,75 мм сейчас часто используют трубки с резьбой М7.

Трубка термобарьера
Изготовлена из нержавейки. Основная функция – транспортировка разбухшей части прутка (поршень, пробка), поэтому внутренняя поверхность должна быть с низкой шероховатостью. В китайской версии часто внутрь ставят тефлоновую трубку. Тефлон уменьшает трение и снижает возможность недоэкструзии, особенно с PLA подобными пластиками. Тефлон не долговечен при печати ABS пластиком из-за высоких температур. Поэтому узнайте размеры трубки и купите про запас.
Чертежи оригинальных термобарьеров E3D-v6. Обратите внимание они разной длины.


Китайцы в основном экспериментируют с диаметром внутреннего отверстия.


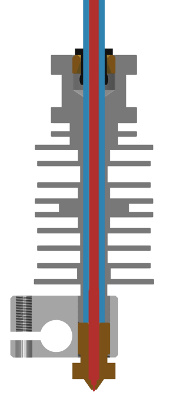
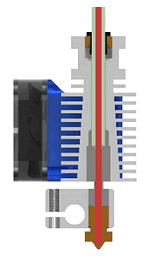
Вариант с отверстием 4,1 мм возможно появился после анонса v6 Lite. Этот вариант интересен тем, что трубка боудена теперь идёт до самого сопла. Это улучшает скольжение прутка до зоны расплава, но снижает скорость разогрева прутка до состояния расплава, а значит снижает скорость печати. Теперь такой вариант доступен и на v5 и v6.
Здесь трубка боудена выделена синим цветом.
Нагревательные блоки
Существует три основных варианта нагревательных блоков: v5, v6 и Volcano. Остальные это китайские попытки упростить основные варианты блоков. В основном вариативность коснулась v5. Дешёвый вариант Volcano называется Volvano ![]()
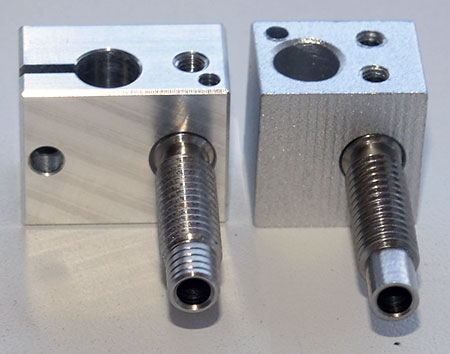
Оригинальный v6 и китайский вариант v5. Теперь нагреватель плотно зажимается в корпусе блока v6.
Оригинальные Volcano и v6

Как видим нагревательный блок с каждой версией увеличивается. В Volcano существенно увеличена зона нагрева и с этим блоком уже разумно выглядит вариант с трубкой боудена до сопла.
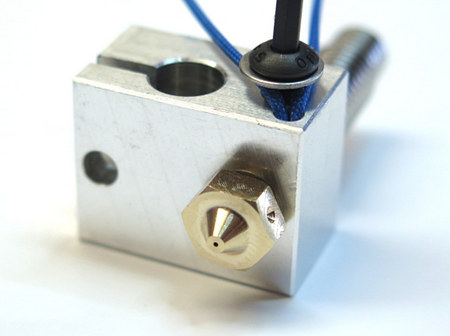
Сопла
Стандартные сопла для E3D имеют резьбу M6. Диаметр выходного отверстия 0,2 – 0,8 мм.

Для Volcano сопла с длинной резьбой. Диаметр выходного отверстия 0,4 – 1,2 мм.

Сопла тоньше 0,4 мм часто засоряются, начиная с 0,6 мм – очень редко. Самые ходовые сопла 0,3 – 0,6 мм.
Как узнать диаметр отверстия установленного сопла? Выдавите немного нити на невысокой скорости и чтобы она не тянулась. Снимите её с сопла и замерьте штангелем. Получится примерный диаметр сопла.
Экзотика
На Алиэкспрессе можно найти необычные части для хотов E3D.
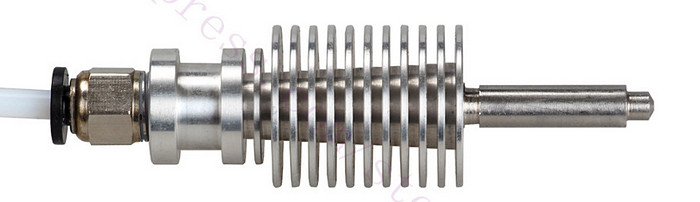
Сопло Long на длину термобарьера с резьбой М6. Интересно такое попробовать.

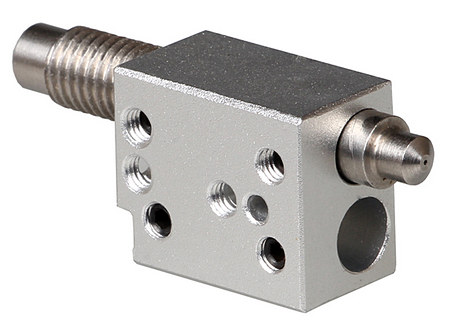
Нагреватель похожий на Volcano со стальным соплом на длину термобарьера. По виду резьба М7. Смысл мне пока не понятен.
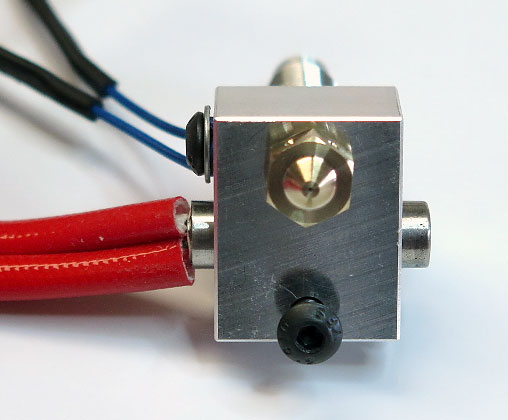
Сборка

- вкручиваем сопло до упора и делаем пол оборота назад
- вкручиваем трубку термобарьера до упора
- подтягиваем немного сопло ключом
- аккуратно вставляем термистор в отверстие. Следим чтобы ножки не оголились и не замкнули.
- затягиваем винтик с шайбой крепления термистора
- вставляем и затягиваем нагреватель
- теперь можно накрутить радиатор до термобарьера (до упора)
- обдувается радиатор вентилятором типоразмера 3010.
- после нагрева до 200 градусов сопло ещё раз подтягиваем ключом, вторым ключом держим нагревательный блок. Так делаем всегда, когда меняем сопло.
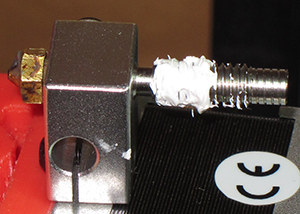
Хвостовик термобарьера, который в радиаторе, намазывается пастой КПТ-8, а хвостовик в нагревателе обматывается тефлоновой фум-лентой. При этом градиент температур в термобарьере получается очень резкий.. (совет от Андрея 3D-SPrinter)
Собранные хоты
На Mendel90
На Ultimaker Original

18 комментариев на «Разнообразие хотэндов E3D»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Почему остаются щели в заливке? Моделирование в Blender. Воздуховод




















































































































































Про фум-ленту, сам долго мучался с ПЛА пока так не сделал. Хот-энд от МЗТО, внутри поверхность отполирована, но все равно, даже замена штатного вентилятора на центробежный и термопаста не решали проблему. На 2-ом-3-ем часу пластик застревал. Только я для надежности еще немного сточил резьбу на термобарьере чтоб увеличить зазор в резьбе и соответственно, толщину намотки фум-ленты. Сейчас нормально печатаю по 8-11 часов. А еще думаю над вариантом с рассверливанием отверстия в нагревательном блоке и установке термобарьера на герметик для каминов. Попадались варианты которые при застывании становятся твердыми и прочными, а температура там > 1000 градусов.
Правильно ли я понимаю, что смысл этих манипуляций – сделать как можно сильнее теплообмен хотенда с нагревателем и колденда с радиатором?
Не совсем. Контакт с радиатором надо улучшать. А контакт с нагревателем – наоборот. Фум лента это и дает, она неплохой теплоизолятор.
А, понял, т.е. нагреватель действует в основном на сопло, и менее на трубку термобарьера, тем самым место расплава смещается ниже к соплу.
вкручиваем сопло до упора и делаем пол оборота назад
вкручиваем трубку термобарьера до упора
подтягиваем немного сопло ключом
Вот тут не совсем согласен. Сначала затягиваем сопло в нагревателе, чтобы оно как можно лучше прилегало к нагревателю и проводило тепло. Плотный прижим горизонтальной части в районе гайки (шлицов под ключ) тоже очень важно. Так что затягиваем сильно сопло, не ослабляем. А потом уже собираем всё остальное.
По хорошему между соплом и нагревателем просится медная шайба. Но тогда резьбовая часть должна быть подлиннее.
А вообще понравилась конструкция цельнометаллического хотенда от Micro Swiss. У них сопло и термобарьер сопрягаются по конусу.
3D-SPrinter
Как техник, поддерживаю эту идею на 100%.
У меня тоже это в голове не укладывается… зачем конец сопла отдалять от нагревательного блока?? !!! Тем более при включенном вентиляторе в точке выхода пластика температура наверняка теряется…
А,кому нибудь доводилось видеть как устроен хот-енд в промышленном принтере? В каком нибудь “фортусе” от стратосис, на пример? Может накопи-пи$&?ть идей?
В одном из вариантов на Али видел пропил на полдиаметра (+-) резьбового стержня после алюминиевого бруска. Уменьшается передача тепла на холодную часть, прочности оставшегося достаточно.
А можно ткнуть носом куда конкретно наматывать фум ленту?
отсюда
Спасибо, теперь всё понятно.
От чего при варианте китайского е3д в6 пластик может недогреваться? Может из-за тефлоновой трубки до сопла? Ничего не понимаю.. Уже вулкано поставил.. А толку не вижу. Может у кого есть рекоммендации по сборке и предположения (или перегревает а мне кажется, что недогревает?) ? Просто со скорости 75-80мм т температуре 250-260 (ПЛА!) снижаю скорость до 70% и только тогда нитка более менее ложится ровная и не рвётся во время движения. Не понимаю, как у других такой хот печатает на скоростях более 80.. уж не говорю про 100 и выше.
Сегодня Volcano заменил на v6. При этом посмотрел несколько собранных вариантов на свет и выбрал самый ровный. То ступенька на стыке, то отверстия под углом. А у вас похоже тип термистора не правильно выбран в прошивке.
Дополню: Сверил термопарой показания – расхождение при прислонённой термопаре в 7-10град. Думаю термистор правильно №1 работает, как в дефолте.
Я не поленился и перебрал все, что можно поменять в прошивке. Все!
Успевает плавиться только на скорости печати примерно 20-30мм/сек. Сейчас очередную деталь поставил на тест. Скорость 20, темп 250, из сопла уже сопливит и подгорает, а чуть увеличишь скорость – пропуски и сопли. Экструдер рывками затягивает пластик в эту кишку. Шестерня крутит, набирает как бы в пружину, затем проскальзывание пластика и так циклично. .
.
Это жесть. Не знаю.. возможно у меня это потому, что считал боуден если не г…., то проблемным. И вот, наелся уже сполна. Идиот я что спроектировал под боуден всё. Ведь хотел директ купить….повёлся на лестные отзывы
По вашему описанию проблемы у меня сложилось впечатление, что происходит переохлаждение в районе сопла. Попробуйте замотать нагревательный блок теплоизоляцией.
Спасибо за совет. Попробую. Я думал уже про “переохлаждение”, но откинул эту мысль, т.к. читал в подобных описаниях, типа родного китайского кулера явно не хватает по потоку для охлаждения.
ВопЧем купил я на али этих бело/желтеньких полосок теплоизолирующих.. видать не зря. сегодня попробую отпишусь.