Метки: slic3r
2017-07-08
Раздел: Настройка, Слайсеры
![]() Автор: Vestas Просмотров: 31 832
6 комментариев
Автор: Vestas Просмотров: 31 832
6 комментариев
Slic3r. Глубока ли кроличья нора?
Добавлено в закладки: 5
История началась, когда я взял у знакомого попробовать Wanhao i3. Этот же знакомый и подсказал – ставь Repetier Host и пользуйся Cura. Но особенности принтера (болтающийся портал и хлипкий стол) заставили меня обратить внимание на более мощный инструмент, входящий в состав той же оболочки, Slic3r. Обратите внимание, что Slic3r (читается не слик3р, просто слайсер) это отдельная программа. Она так же может быть установлена отдельно, или как часть любой оболочки (Pronterface, Repetier Host или другие).
Сейчас я пользуюсь Simplify3D, но надо признать что бесплатная связка Repetier-Slic3r во многом не просто не уступает, но и превосходит дорогой коммерческий вариант. Иногда в тексте я буду делать сравнения этих двух продуктов, естественно с моей личной точки зрения. Для пояснения моментов, которые трудно описать словами, я буду прикладывать иллюстрации. Визуализатор Repetier Host значительно уступает Simplify, и увы, показать можно далеко не все.
Приведу кратко плюсы и минусы Slic3r в связке с Repetier Host. Они действительно отлично дополняют друг друга! В целом можно выделить:
- Slic3r достаточно прост, нагляден, логичен.
- Бесплатен.
- Большое количество настроек – плюс, который не должен пугать. Настройки логично расположены (за исключением отката, пожалуй), и в большинстве своем понятны .
- Отличные настройки скоростей печати. Такого я больше не видел нигде.
- Позволяет работать с несколькими экструдерами
- Repetier Host дает большие возможности по управлению принтером (удобнее и функциональнее, чем через Simplify)
Минусы:
- нельзя редактировать поддержки вручную (хотя это редко требуется)
- не умеет строить оболочку вокруг модели (умеет с большими оговорками )
- достаточно слабый визуализатор (по сравнениню с Simplify), нет отображения точек ретрактов, начала нового слоя и много другого.
- нет возможности изменять настройки в зависимости от высоты модели или печатаемого объекта. В общем нет процессов. Это самый большой минус, из-за него я и перешел в Simplify.
- не такая гибкая работа с заполнением, хотя типов заполнения больше.
- есть избыточные настройки, которые Вы никогда не тронете.
Итак, Вы скачали и установили мощную программу для управления принтером Repetier Host (установка стандартна и проста). Вместе с ней установили и нашего подопытного и успешно настроили оболочку под свой принтер .
В окне Repetier Host переходим во вкладку Слайсер и выбираем там Slic3r.
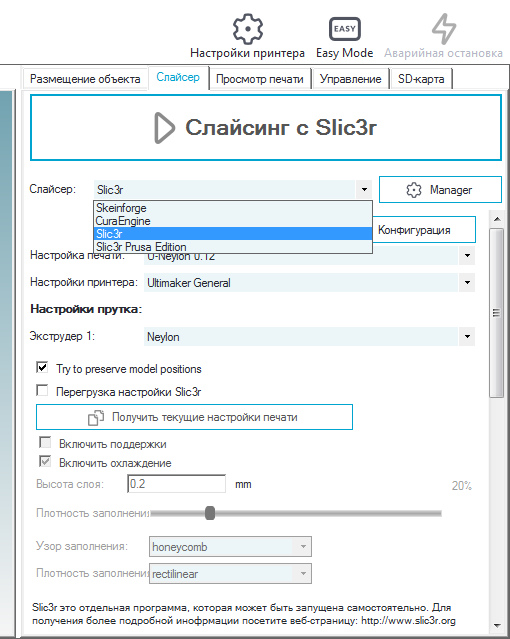
Сразу обращаю Ваше внимание, на строки “Настройка печати”, “Настройки принтера”, “Настройки прутка”. Когда Вы заполните и сохраните соответствующие профили – они будут доступны для быстрого выбора. Лазить в дебри настроек каждый раз не обязательно, хотя я всегда лезу:).
Кнопка Manager нас не интересует, там расположены общие (в целом бесполезные) настройки программы. Смело жмем Конфигурация и видим основное окно настроек.
Меню File позволяет сохранять и загружать настройки, Window может переключить нас между вкладками (зачем не ясно, вкладки и так доступны). В меню Help, как обычно, расположена всякая бесполезная информация.
Нас интересуют вкладки. Print Settings – основные настройки печати, Filament Settings – настройки материала, Printer Settings – принтера . Вкладки соответствуют быстрым профилям окна Repetier Host.
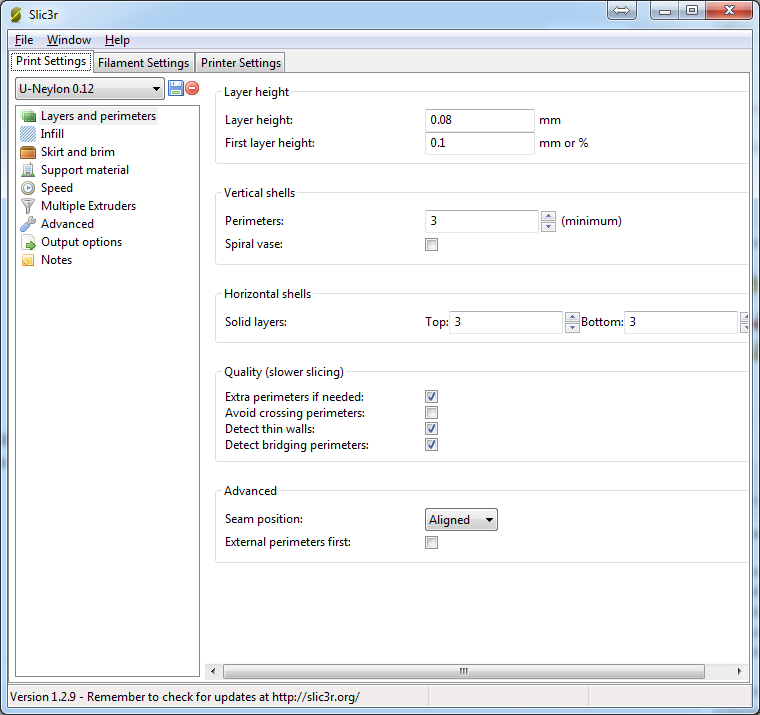
Глава первая, Print Settings
Самая большая, объемная и сложная вкладка. Итак, что мы видим (смотрим скриншот выше):
Слева сверху – управление профилями. Выбираем из выпадающего списка существующие профили, сохраняем текущие настройки или удаляем неудачный профиль. В идеале надо сделать профиль под каждый используемый материал и качество печати и пользоваться ими. Я все равно каждый раз лезу лезу в настройки и правлю их под каждую деталь. Наверное, это не правильно, но всегда хочется что-то подкрутить.
Слева в середине расположены меню, по которым мы пройдем по очереди, рассматривая настройки.
В правом окне отражается содержимое каждого из доступных меню.
Меню Layers and Perimeters: настраиваем слои
Layer height:
- Layer height – собственно основная высота слоя. От нее прямо пропорционально зависит время печати, и сильно зависит итоговое качество.
- First layer height – высота первого слоя. Обычно, ставиться больше основной для лучшей адгезии материала к столу. (материал “вмазывается” в стекло)
Vertical shells:
- Perimeters – количество проходов печатной головы вдоль периметров модели.
- Spiral Vase – режим “Вазы”. модель печатается с нулевым заполнением, в одну стенку и без верхней плоскости “крышки”.
Horizontal shells:
- Solid layers – количество сплошных слоев сверху и снизу. При малых заполнениях увеличение слоев сверху помогает улучшить качество верхней поверхности.
Quality:
- Extra perimeters if needed – добавляет периметры чтобы избежать дырок в стенках с обратными углами наклона.
- Avoid crossing perimeters – важная настройка. Заставляет голову не выходить за стенки печатаемой модели при свободных перемещениях. Увеличивает время печати за счет увеличения пустого пробега но может сильно подтянуть качество итоговой поверхности.
- Detect thin walls – печать тонких стенок в 1 проход
- Detect bridging perimeters – печать нависающих элементов настройками для мостов (bridges)
Advanced:
- Seam position – точка начала печати периметра. Random – случайная, Aligned – друг над другом, Nearest – насколько я понял, начало в ближайшей к текущему расположению головы точке . К сожалению, визуализатор Repetier Host не умеет показывать эти точки (или я об этом не знаю), чтобы можно было заранее подобрать наиболее удобный вариант.
- External perimeters first – печать периметров от внешних к внутренним а не наоборот. Вроде как точнее, но для стенок с обратными углами наклона – хуже.
Меню Infill: настраиваем заполнения
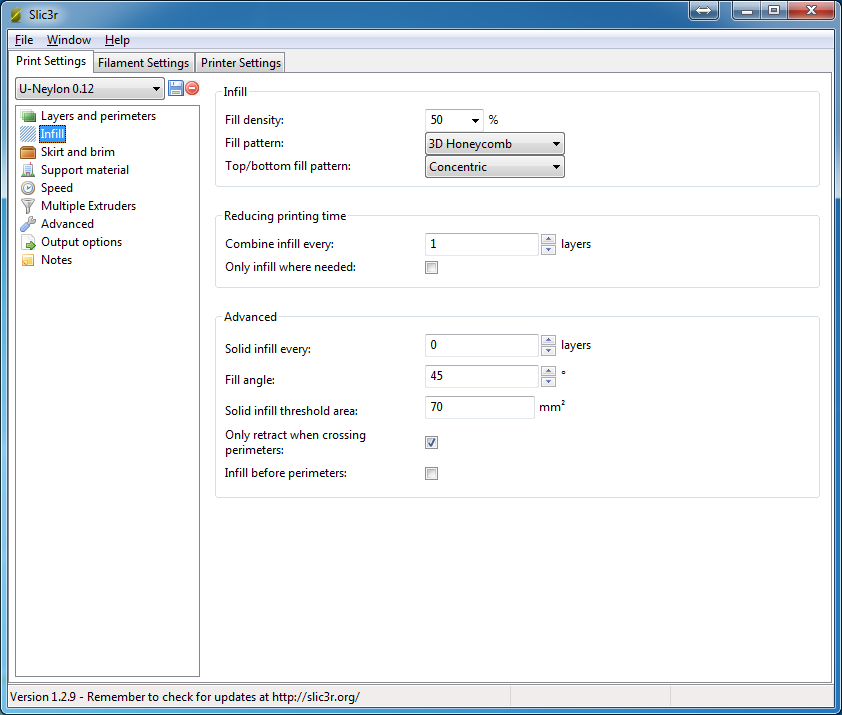
Infill:
- Fill density – очевидно, процент заполнения
- Fill pattern – настройка интересная. Тип рисунка заполнения. Настройка хорошо видна в режиме просмотра печати, большая часть заполнений очевидна. Покажу только необычные.
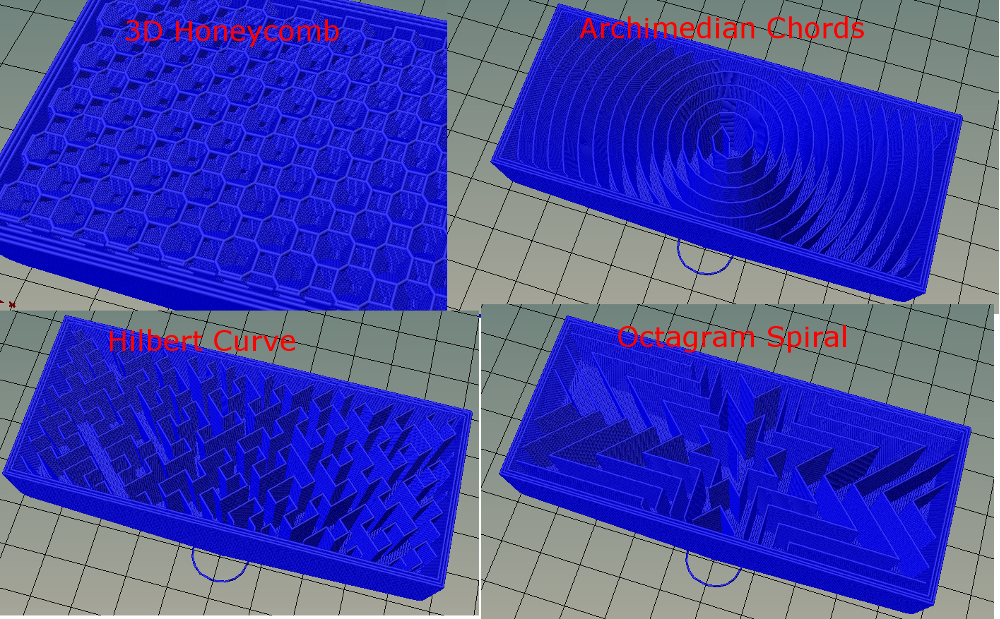
Из всего разнообразия, на мой взгляд, смысл имеет только обычная косая, концентрическая, и может быть, 3д соты. Зачем все остальное – вопрос для меня открытый.
Reducing printing time: уменьшение времени печати
- Combine infill every – толстые заполнения при тонких периметрах. Например, за 2 слоя периметра будет напечатан один, но толстый слой заполнения.
- Only infill where needed – Печатать заполнения только там, где этого требуют дальнейшие нависающие элементы. Эти параметры очень влияют на прочность модели, пользоваться ими надо с осторожностью.
Advanced:
- Solid infill every – диафрагма жесткости в Simplify. Печать сплошного заполнения каждые n слоев.
- Fill angle – угол заполнения. В Simplify эта настройка намного гибче.
- Solid infill threshold area – заполнение небольших площадей сплошной заливкой.
- Only retract when crossing perimeters – откат пластика только при пересечении периметров.
- Infill before perimeters – печать заполнения перед периметрами. По идее даст более грубую стенку, но может облегчить печать нависающих стенок.
Меню Skirt and Brim: улучшаем адгезию

Skirt: юбка. Прочищаем сопло, оцениваем калибровку стола. Вы же всегда смотрите на печать первого слоя?
- Loops – количество периметров вокруг модели
- Distance from object – расстояние от модели.
- Skirt height – количество слоев юбки (если поставить количество слоев = количеству слоев модели – получим оболочку. Но надо внимательно задавать отступы, чтобы оболочка не встретилась с расширяющейся моделью)
- Minimum extrusion length – выдавить как минимум n пластика для прочистки сопла от предыдущего цвета/материала.
Brim: поля для улучшения адгезии к столу
- Brim width – ширина поля вокруг модели. Чем шире, тем больше материала потратится и лучше прилипнет модель (в теории).
Меню Support material: материал поддержки
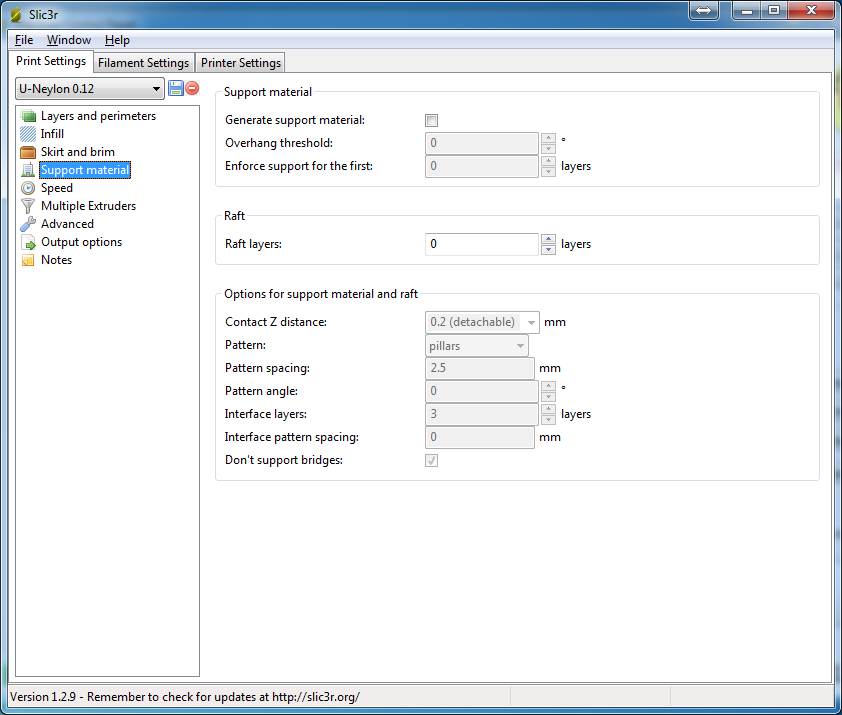
Support material:
- Generate support material – Активация печати поддержек.
- Overhang threshold – Значение обратного угла наклона, при котором (или более крутом) требуется поддержка. Выбирается в зависимости от материала, толщины сопла, высоты слоя, обдува. Подбирается исключительно опытным путем. Угол 50* практически всегда рабочий, но мы же хотим минимальное количество поддержек? Пробуйте.
- Enforce support for the first – поддержка для первых n слоев вне зависимости от угла наклона. Помогает удержать на столе предметы с круглыми донышками с маленькой площадью основания.
Raft layers:
Рафт это легенда. Наливаем толстое жирное основание и потом печатаем на нем. Улучшает адгезию, ровняет кривые столы. Я не пользуюсь никогда ![]()
Options for support material and raft: подробные настройки
- Contact Z distance – высота от поддержки до модели. Поддержки легче отделяются, но нижние слои модели “провисают”.
- Pattern – тип поддержек. По мне, колонн всегда достаточно, зачем остальные типы – вопрос. Рисунки понятны из названий и видны в окне просмотра. Приятно что Slic3r печатает поддержки на основание – поле из материала. Simplify пытается выставить их на голый стол, что часто приводит к отрыву высоких тонких поддержек.
- Pattern spacing – расстояние между поддержками
- Pattern angle – угол печати поддержек
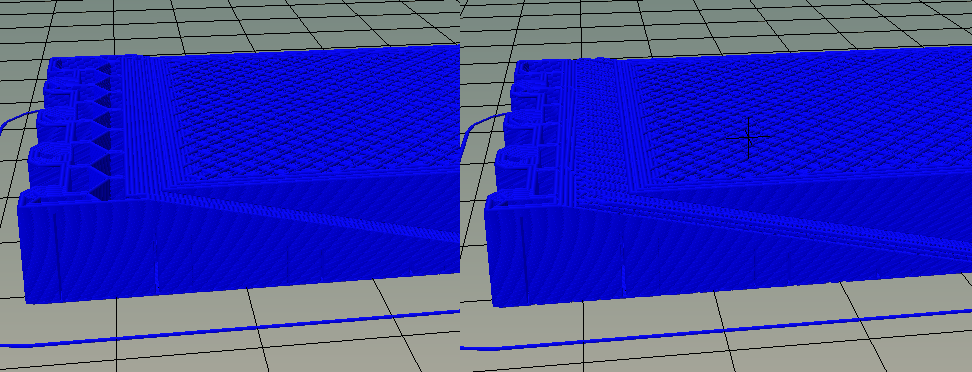
- Interface layers – количество переходных слоев между объектом и поддержкой.
- Interface pattern spacing – расстояние от переходных слоев до модели. Лучше один раз увидеть: на первой Interface layers 0, на второй Interface layers 3. Видны и переходные слои и расстояние.
- Don’t support bridges – не поддерживать “мосты”. Просто и логично, зачем?
Меню Speed: очень важная вкладка. И да, Slic3r лучший в настройках скорости.
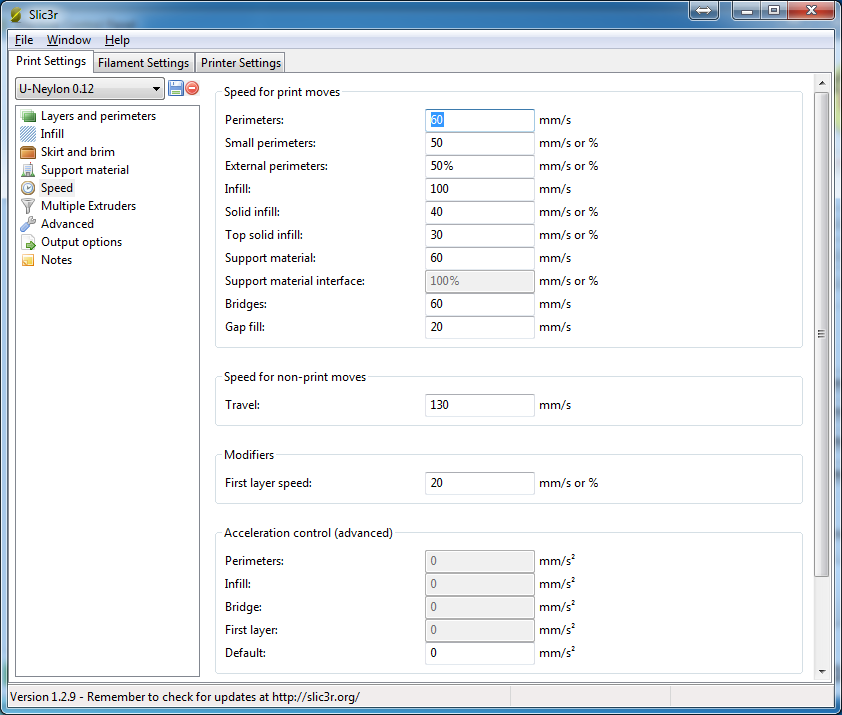
Speed for print moves: скорость при печати:
- Perimeters – скорость на периметрах. Очень зависит от конструкции принтера, типа кинематики, рук хозяина. Тот первый Wanhao дребезжал на 80мм/с. Мой текущий проект (Ultimaker, водяное охлаждение, термокамера) спокойно работает на скоростях 150 мм/с, хотя реальная крейсерская скорость на которой я печатаю ~100мм/с.
- Small perimeters – скорость на маленьких периметрах (в основном, отверстия). Ставится в % соотношении от первого значения или в абсолютной скорости. Я гоняю на 100% обычно.
- External perimeters – скорость на наружных видимых периметрах, она наиболее влияет на качество поверхности детали. Вообще мне нравится что в Slic3r есть различие между скоростями наружных и внутренних периметров. Важно когда ты печатаешь модель с большим количеством периметров (5-6), обусловленных требованиями прочности, печатать наружный периметр медленно а остальные быстро. Simplify не имеет такой настройки и время печати растет… очень растет, или качество поверхности падает, сильно падает

- Infill – скорость заполнения.
- Solid infill – скорость печати сплошных горизонтальных заполнений, в том числе сплошные нижние слои.
- Top solid infill – скорость печати сплошных верхних слоев. Снижение позволяет добиться лучшего качества верхней поверхности. Особенно актуально при малых заполнениях.
- Support material – скорость печати поддержек.
- Support material interface – скорость печати переходных слоев.
- Bridges – скорость печати мостов. Быстрее – лучше, лишь бы справлялся экструдер.
- Gap fill – скорость заполнения небольших поверхностей, на которых возможно возникновение сильных вибраций принтера. Особенно актуально для тяжелых голов с Direct подачей пластика.
Speed for non-print moves: холостая скорость
- Travel – скорость холостого перемещения головы. Разгоняйте, лишь бы пропусков двигатели не делали. Особенно актуальна высокая скорость, когда стоит галка Avoid crossing perimeters, сильно увеличивающая холостые перемещения.
Modifires:
- First layer speed – скорость первого слоя. Чем медленнее, тем лучше (крепче прилипнет).
Acceleration control (advanced): параметры ускорений. Никогда их не трогаю, довольствуясь значениями прошивки.
- Perimeters – ускорение на периметрах.
- Infill – ускорение на заполнениях.
- Bridge – ускорение на мостах.
- First layer – ускорение на первом слоя.
- Default – основное ускорение.
Autospeed (advanced) – глобальное управление скоростью. Хорошие настройки.
- Max print speed – вы знаете что принтер не способен печатать быстрее чем значение n. Чтобы вы не поставили ранее (может быть 300% на заполнения) – эта скорость не будет превышена.
- Max volumetric speed – вы знаете что экструдер не способен подать пластика более чем n (или пластик не может печататься быстрее в силу вязкости). Чтобы вы не поставили ранее (может быть 300% на заполнения) – эта скорость подачи не будет превышена.
Меню Multiple Extruders: выбор экструдеров
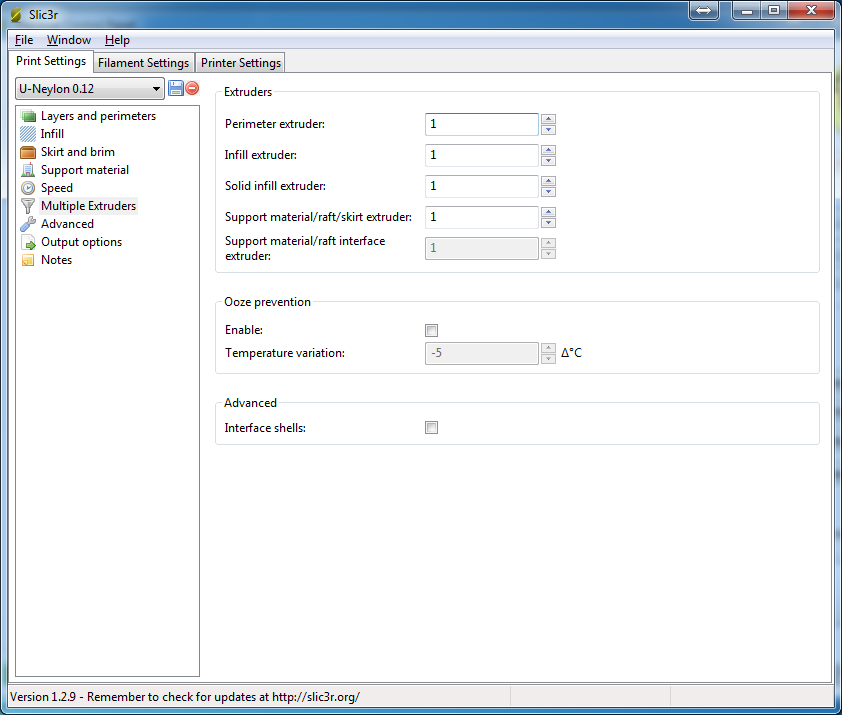
Настройки экструдеров. Можно печатать разные элементы разными экструдерами (цветами или материалами). Во всех настройках ставится номер назначаемого экструдера.
Extruders:
- Perimeter extruder – периметры
- Infill extruder – заполнения
- Solid Infill extruder – сплошные заполнения (включая нижние, верхние слои)
- Support material/raft/skirt extruder – поддержки, рафт, юбка (оболочка)
- Support material/ raft interface extruder – переходные слои
Ooze prevention: защита от “соплей”
- Enable – разрешить защиту
- Temperature variation – охладить экструдер на столько то градусов, чтобы не подтекал. У меня один экструдер, не пробовал. Но сомневаюсь что работает. И сильно увеличивает время печати на догрев.
Advanced:
- Interface shells. В дословном переводе: создает замкнутые оболочки между смежными материалами. Используется для мультиэкструдерных распечаток полупрозрачными материалами или растворимыми поддержками. Помогает избежать диффузию материалов.
Меню Advanced:
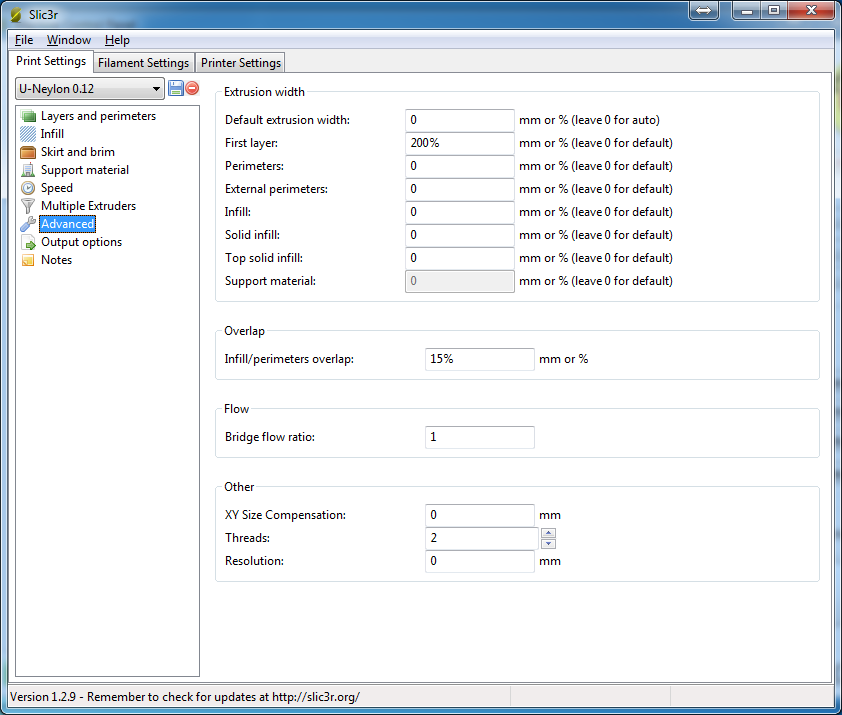
Это очень-очень важная вкладка.
Extrusion width: толщина экструзии
- Default extrusion width – ширина печати в мм. Если стоит “0”, то слайсер выберет исходя из толщины сопла в настройках принтера.
- First layer – ширина первого слоя. мажем жирно, 200-300%.
- Perimeters – ширина печати внешних слоев модели. Можно мазать жирнее и проще печатать поверхности с обратным уклоном, можно тоньше и получать лучшее качество поверхности.
- Infill – ширина печати заполнения. Жирнее – меньше движений принтером. Меньше движений – меньше раздражение оператора. Быстрее то есть
- Solid Infill – ширина печати сплошных заполнений.
- Top solid infill – ширина печати верхних поверхностей. Позволяет избежать дырочек в верхних слоях при малых заполнениях.
- Support material – ширина поддержек.
Overlap – перекрытие
- Infill / perimeters overlap – на сколько % заполнение лезет в периметр. Если есть прорехи между ними – увеличиваем. Если бугрится – уменьшаем.
Flow: поток
- Bridge flow ratio – Уменьшить поток при печати мостов, чтобы пластик не успевал провисать. А лучше дуть посильнее/двигаться быстрее.
Other:
- XY Size Compensation – компенсация искажений размеров при печати. Помогает при печати отверстий, говорят разработчики. Не пользовался, правлю отверстия в CAD под печать.
- Threads – расчет в несколько потоков. Если у вас несколько ядер (почти у всех сегодня) – может ускорить расчет.
- Resolution – Отсечь детали менее чем n. Разрешение принтера ограничено, если модель изобилует мелкими деталями – проще их отсечь вручную, чем их отсечет слайсер потратив на это час.
Меню Output options:
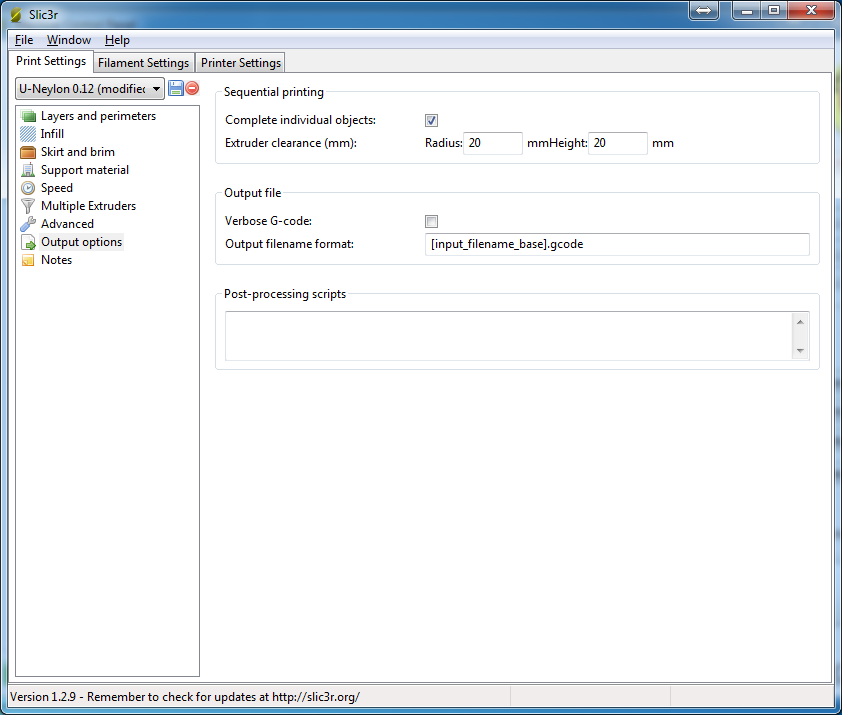
Sequential printing: групповая печать
- Complete individual objects – печатать объекты по очереди один за другим, а не все вместе слой за слоем. Позволяет минимизировать потери материала при срыве одновременной печати 20 деталей – часть будет напечатана, одна забракована. Обязательно установить расстояние безопасности для экструдера, чтобы он не снес предыдущие распечатки и не убил принтер. (У меня разок стол алюминиевый загнуло на сантиметр вниз).
Output file:
- Verbose G-code – Если захотите почитать G код на досуге, слайсер поставит пояснения за каждой командой. Осторожно, может повесить Ваш принтер если у него не хватит силенок обработать кучу бесполезной информации.
Post-processing scrits:
У меня АТХ блок питания, я обычно включаю принтер перед печатью и выключаю после командами M80/M81. Например, {PREPEND “M80\n”} поставит команду на включение в самое начало G-кода.
Глава вторая, Filament settings
Меню Filament settings: настройки материала
Итак, самое сложное позади. Если вы дочитали до этого момента – спасибо за выдержку :).
Важно! Настроить можно 1 раз для каждого материала или катушки, сохранить профиль и потом подгружать его!
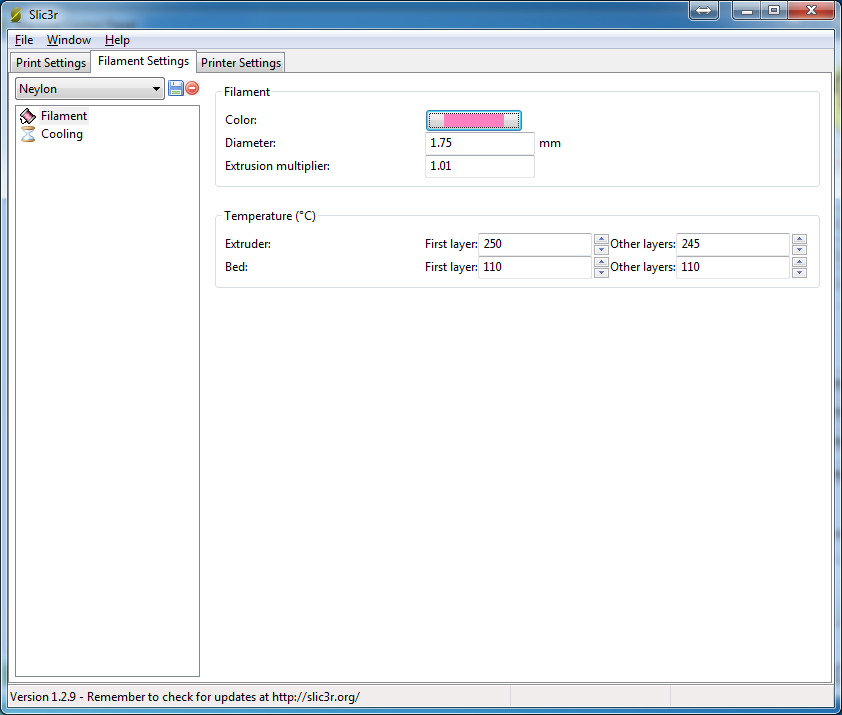
Filament:
- Color – цвет материала. Repitier Host отобразит объект именно этого цвета.
- Diameter – диаметр филамента. Лучше померить штангенциркулем.
- Extrusion multiplier – коэффициент подачи пластика. Лучше один раз откалибровать в прошивке. Тут трогать в крайнем случае для корректировки под конкретный материал не более 7-10% (0,9-1,1).
Temperature: Температурные режимы
- Extruder – температура для печати первого слоя и остальных. Первый слой обычно горячее для лучшей адгезии.
- Bed – температура стола при печати первого слоя и остальных. Аналогично.
Меню Cooling: параметры охлаждения
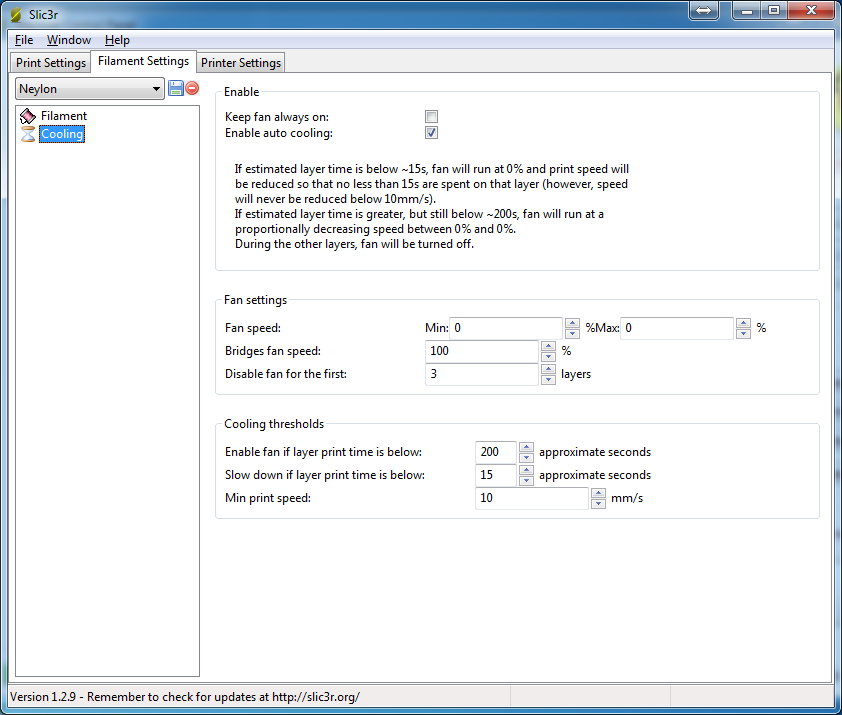
Enable:
- Keep fan always on – вентилятор всегда включен. Полезно для PLA
- Enable auto cooling – автоохлаждение. Если время печати слоя менее 15 секунд, скорость печати будет снижена чтобы достичь этого времени (но не ниже 10мм/с). Если это не удалось – начнет дополнительно охлаждать вентилятором. Это важный параметр при печати мелких деталей из любых пластиков.
Fan settings: настройки обдува
- Fan speed – скорости обдува
- Bridges fan speed – обдув мостов
- Disable fan for the first layers – отключить вентилятор для n первых слоев для усиления адгезии.
Cooling thresholds: предельные значения
- Enable fan in layer print time is below –обдув, если печать слоя быстрее указанного времени
- Slow down if layer print time is below – замедлиться, если печать слоя быстрее указанного времени
- Min print speed – минимальная скорость печати.
Глава третья, Printer settings
Последняя вкладка. Вы рады? А как я рад!
Настраиваем один раз для каждого принтера, сохраняем профиль и пользуемся.
Меню General: основные настройки
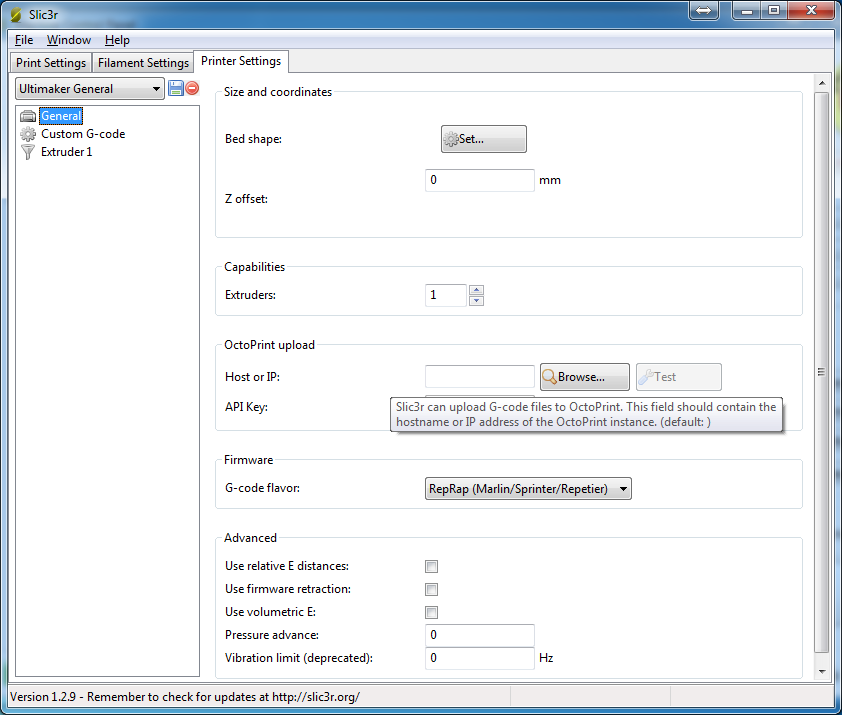
Size and Coordinates: габариты и координаты
- Bed shape: задаем размеры и форму стола. Наглядно, есть даже возможность задать стол произвольной формы (интересно, бывают ли такие? а может исключить дефектную область стола?)
- Z offset. Корректировка координаты Z. Два применения – или вы поставили криво концевик и хотите откорректировать 0 програмно. Или у вас концевик в Z max, вы поменяли e3d на Volcano и не хотите менять прошивку.
Capabilities: Extruders, указываем количество экструдеров.
Octoprint upload: настройки под Octoprint. Увы, не пользуюсь.
Firmware:
- G-code flavor: тип прошивки принтера. В теории можно для МACH3 писать программы под ЧПУ станки
Advanced: Специфические настройки для принтеров, позволяющие снизить вибрации, изменить команды отката и подачи. Не пользовался ни разу, не уверен что кому то они нужны.
Меню Custom G-code: ручные скрипты
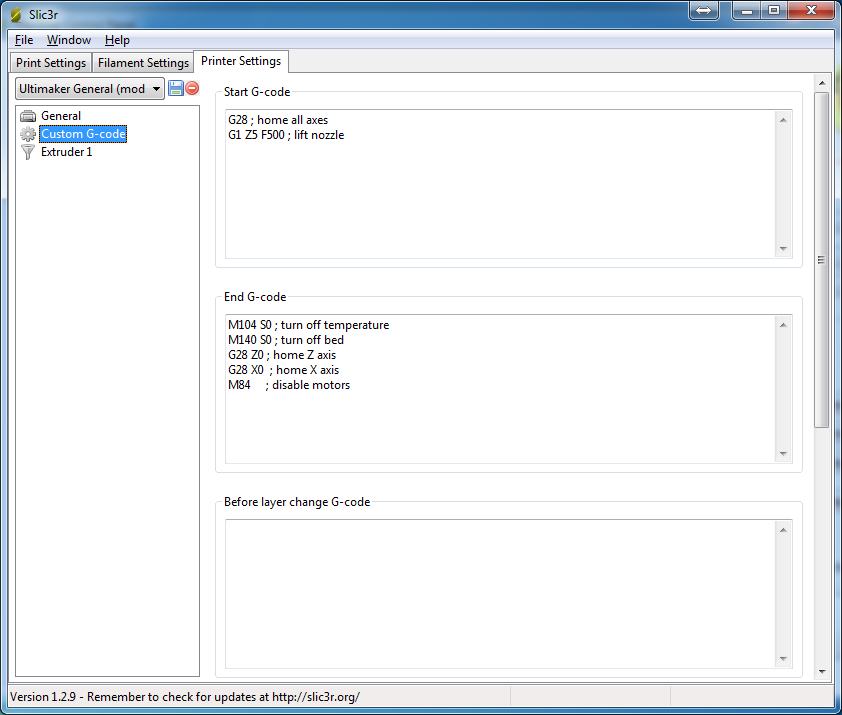
Позволяет дополнить скрипты начала – завершения печати. У меня в End G-code проставлен M81 – выключение БП.
Обращаю внимание, что Start G-code выполняется после начального нагрева стола и экструдера. Если нужны команды до этого – вам в post-processing.
Меню Extruder 1, 2…
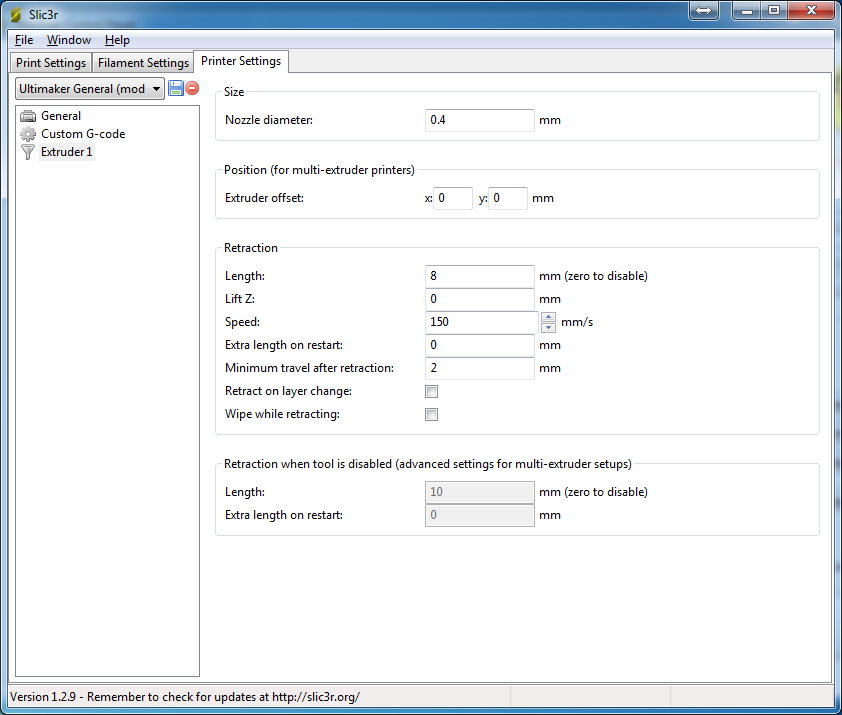
Size:
- Nozzle diameter – диаметр сопла. Обычно написан на сопле.
Position (for multi-extruder printers):
- Extruder offset – смещение экструдера 1 от оси. Пользоваться только в том случае, если это не прописано в прошивке!
Retraction: настройки отката.
Применяется для снижения “сопливости” при свободных перемещениях. Почему откат запихали сюда – не понятно. По идее для разных пластиком значения могут сильно отличаться. Для флекса откат вообще противопоказан!
- Length – длина отката. Для боуденов стандартные значения 7-8мм, для прямой подачи 2-3мм. (значения из моего опыта, вам могут не подойти)
- Lift Z – приподнять сопло при откате чтобы не цеплять напечатанное.
- Speed – скорость отката. Для боудена 150-200, для прямой подачи 70-90.
- Extra length on restart – длина подачи пластика перед возобновлением печати. Могут стоять отрицательные значения дли исключения “пупырышек”.
- Minimum travel after retraction – минимальное расстояние перемещения для отката. Много мелких откатов занимает много времени, да и сопля не успеет образоваться. Экономим.
- Retraction on layer change – выполнить откат при переходе на новый слой. Борьба с пупырышками.
- Wipe while retracting – “Разглаживает” место ретракта для исключения “пупырышек” на поверхности.
Retraction when tool is disabled: Откат при смене инструмента
- Собственно то же самое, длина и подача перед возобновлением печати.
Вот мы и прошлись по всем настройкам slic3r. Не так и глубока оказалась кроличья нора. Все просто и логично, хотя объем не маленький. Я очень надеюсь, что данная статья кому-то поможет начать работу с этим замечательным продуктом. А более опытным товарищам, возможно, покажет сильные стороны Slic3r, ведь иногда для особых задач нужен особый инструмент.
Спасибо за внимание!
6 комментариев на «Slic3r. Глубока ли кроличья нора?»
Обсуждение закрыто.
Моделирование в TinkerCad. Создание шестерни, резьбы Лучшее – враг хорошего!




















































































































































Slic3r хорошая прога, но несколько староватая и неудобная.
Опишите Slic3r – Prusa edition. Она реально удобнее. Именно удобнее. В ней мало чего добавили нового (хотя фича с разной толщиной слоя это круто, я пробовал), но интерфейс и юзабилити неплохо так улучшили.
Я, честно говоря, не нашел особых отличий. Где там разная толщина слоя?
После Куры я как то попробовал Slic3r и был в восторге от гибкости и возможности после ограниченной во всех планах Куры. Но….детали которые занимают размер более 30% от печатного пространства данный слайсер не тянул. Он просто вешал комп и вылетал… После очередных мучений и попыток его угомонить и все таки “просласить” какую то большую штуку, я напрочь от него отказался……..и открыл для себя Simplify3D. И как оказалось мой старенький А8 может печатать даже лучше многих коробоидов….50% успеха это правильный слайсер.
Я теперь только с Simplify3D…. А ваш сайт помог разобраться в этом слайсере.
Я нарезал слайслером вот этот (если память не изменяет) замок в размере 200х200х200 для теста. Ушло около 25 минут на нерезку, но все прошло успешно.
Сейчас пользуюсь обоими слайсерами, но в 4ой части Simplify отлично поработали с некоторыми моментами которые меня сильно раздражали.
Хотя от того, что поддержки он ставит все так же на голый стол без брима – уже тошнит. Печатать ради этого рафт – бред бредовый.
Есть такой неприятный момент у Simplify.
Я вместо рафта на предполагаемом месте печати поддержек от стола в 3d моделях создаю тонкостенную пленку -проекцию будущей части детали толщиной в первый слой.
Repiter Host? Вот серьёзно, Repiter, не Repetier?
Откуда такая безграмотность? Немецкое название читать даже не с английским произношением.
Со Слайсером (Slic3r) догадался как правильно читать (а скорее подглядел где-то в какой-то другой статье). А с Репетиром не получилось =)