2015-11-17
Раздел: Обзор
![]() Автор: plastmaska Просмотров: 4 575
Нет комментариев
Автор: plastmaska Просмотров: 4 575
Нет комментариев
Тест пластиков от dr3dfilament
Добавлено в закладки: 0
Очень круто, когда от твоего товарища по увлечению перепадает много пластиков на тест. Да, да мне досталось несколько тестовых кусочков пластика от Британского dr3dfilament диаметром 1,75 мм:
Честно скажу, ничего сверхъестественного я не ожидал увидеть. В общем так и получилось, за исключением пластика ASA, но обо все по порядку.
На сайте производителя мало чего полезного написано по поводу пластиков. Больше подробностей о пластиках, что достались мне на тесты, есть только про PLA и PETG. Про ABS написано, если кудрявится, посушите 2 часа при температуре 75 градусов, что я успешно и сделал со всеми пластиками.
Вечером в пятницу после работы, решил в plug and play протестировать с ходу все пластики. Сказано – сделано, вынимаю из своего самодельного ультимекера родной для меня ABS пластик от BestFilament. Вместо него заряжаю ASA, не меняя никаких настроек, кроме температуры пластика до 240 градусов (именно такое значение я нашел в интернете для акрилонитрилстиролакрилатового пластика, или как его еще называют атмосферостойкого ABS). Была у меня модель, которая давно ждала своей очереди для печати круговая подсветка для GoPro. Запустил печать:
- стол 110
- голова 240,
- скорость внешняя 20,
- внутренняя 60,
- заполнение 100% (только потом понял что, именно для подсветки, надо было меньше),
- сопло 0,5, охлаждение детали не использовал,
- стол не мыл уже месяц и там вперемежку клей карандаш и лак.
Вернувшись после ужина, я не то что был удивлен, но такого качества печати, я не получал сам и не видел в живую. При том, что я ткнул пальцем в небо при подборе параметров печати, не мерил диаметр прутка, который оказался на 1,75 мм стабильно 1,77 мм. Линия к линии, уголок к уголку, никаких соплей или непропечатанных участков:




Отскочила деталь от стола сама, после остывания примерно до 60 градусов. Прочность модели на высоте, сломать детали по слоям мне не удалось.
Следующим был PLA – лично я PLA никак не любил. Гонку за экологичностью я считаю фикцией. Получить приемлемое качество PLA у меня никогда не выходило, ну да ладно. А вдруг dr3dfilament меня и здесь удивит? Запускаю на печать корпус для GoPro, из настроек меняю только температуру головы до рекомендованных 195 градусов и стола до 70.
Чуда не произошло, более того качество оказалось наихудшим, plug and play здесь не удался:

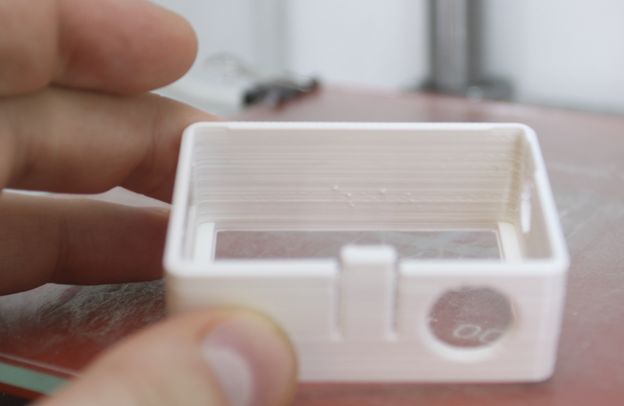
Простите, но мне стыдно за такое качество.
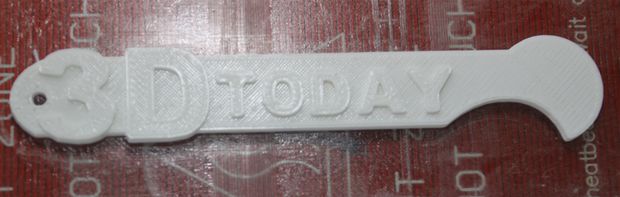
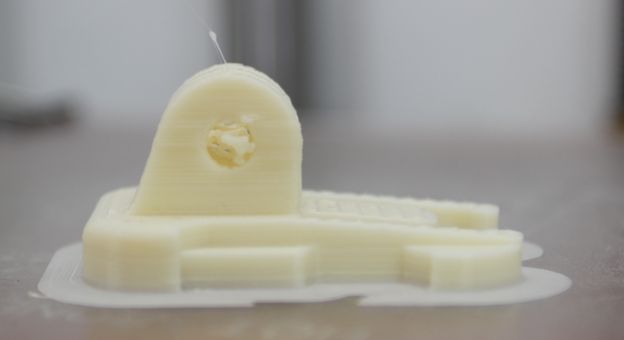
Ладно, что делать, надо поиграть параметрами: температура 190, перекрытие с 30% снижаю до 20%, замеряю пруток 1,77 мм такое же стабильное. Печатаю Серегин ключик:
Уже не такой позор по перекрытиям, зазоры видны мало, но местами насквозь:

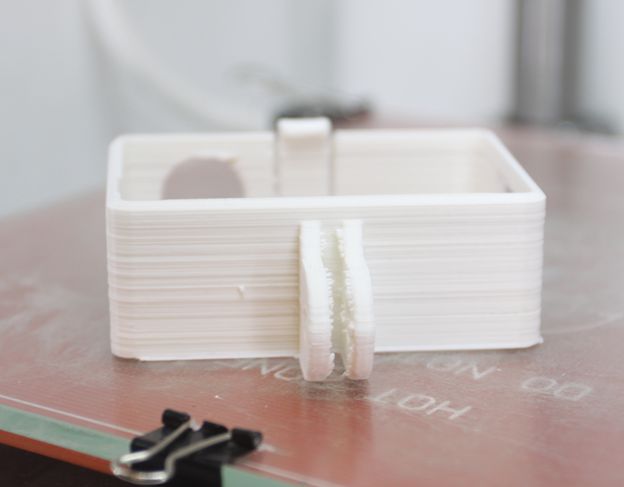
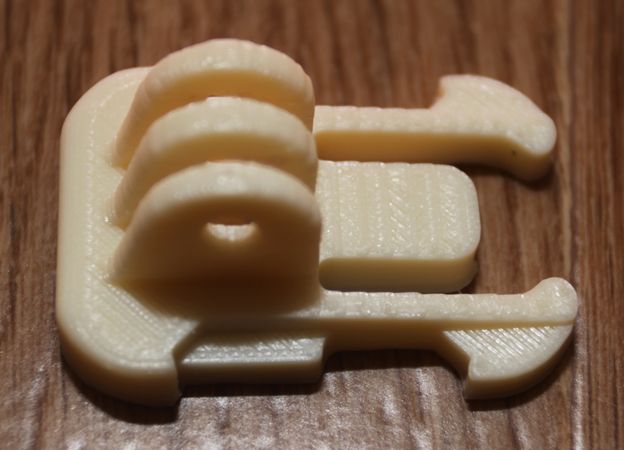
Работаем дальше, нужен мне новый крепеж для GoPro на Ultimaker. Вернул перекрытие 30%:
Здесь уже более-менее что-то похожее на качество:
.
На фото выгладит гораздо ужаснее, чем вживую (по всей видимости, за счет вспышки вверх, в складках образуется тень). При расположении модели слоями вертикально этого ужаса не видно:


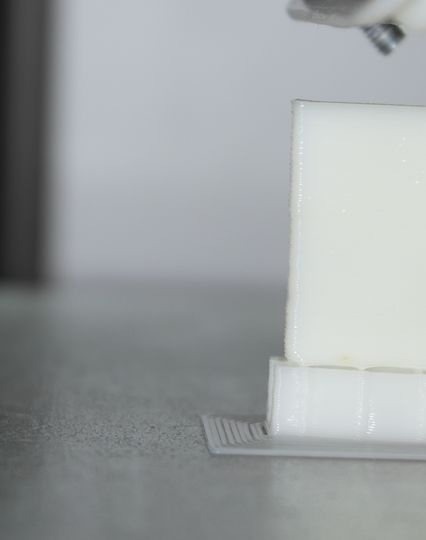
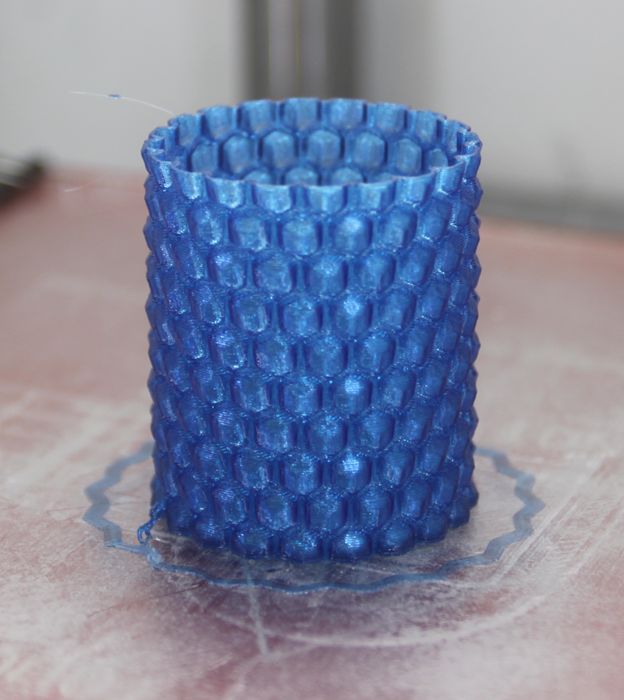
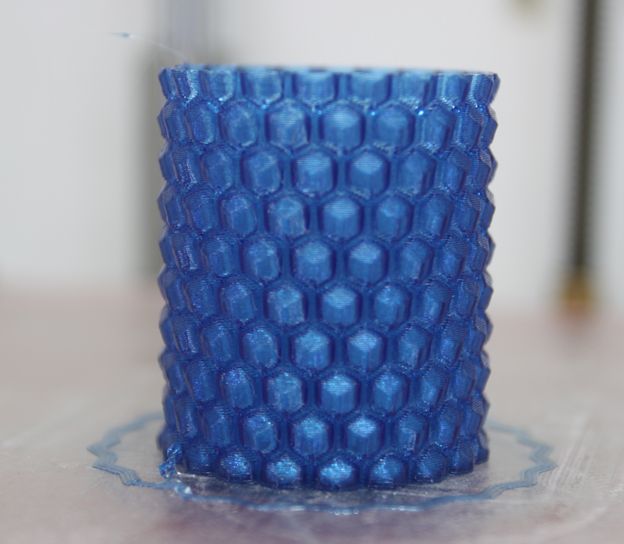
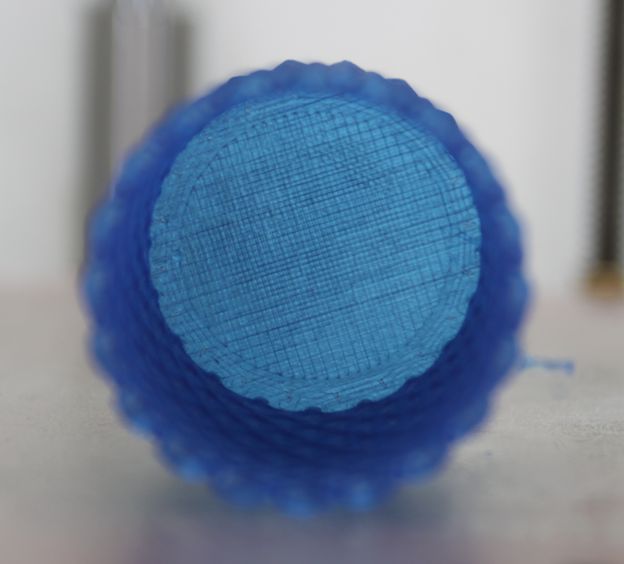
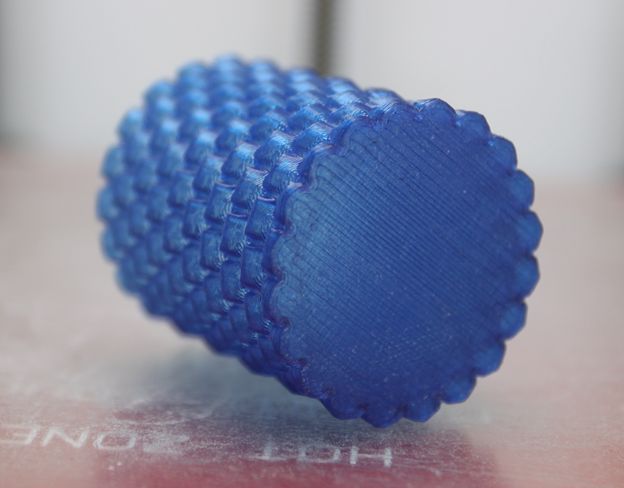
Настал черед PETG . Внешне по физическим свойствам напоминает Filamentarno. Мне дочь так и сказала, что у тебя же есть такой же только зеленый. Думаю, раз похож на Filamentarno, то и печатать буду тоже самое, что недавно печатал на Filamentarno, а именно Сашину вазочку. С подбором параметров для Filamentarno я потратил много времени, но подобрал. В настройках поставил рекомендуемую температуру 240, стол 110 (потом понял, что можно снизить, пластик на таком столе слишком мягкий):
Качество вазы получилось такое же как у Filamentarno, физические свойства тоже схожи. Есть предположение, что если это не одно и тоже, то очень похожие пластики. Единственно в чем можно упрекнуть Filamentarno, по сравнению с dr3dfilament нужно ослаблять экструдер, иначе пережимает и закусывает. При печати PETG от dr3dfilament экструдер стоял на максимальный прижиме, как и с остальными пластиками:
После решил напечатать чехол для моего Samsung Note 3:

Прошу прощения за качество фото чехла– сделано на камеру телефона.
Последним был ABS. Пока снимал предыдущие видео, умудрился сломать родной крепеж от GoPro, и конечно решил напечатать его. Настройки те же, температура 225, стол 110.
Ничего особенного про него сказать не могу, обычный качественный натуральный ABS со стабильной толщиной прутка. Не лучше и не хуже BestFilament, который я активно использую:





Пластик не вызвал никаких нареканий, вообще, обычный хороший качественный пластик.
По результатам тестирования целиком и полностью перешел бы на ASA пластик.
Если в Петербурге у кого-то есть желание тоже протестировать эти пластики, готов отдать остатки.
Подробный мануал по изготовлению экструдера прутка. Автор ianmcmill. Часть 2 Обзор экструдера прутка дедушки Лимана v5



















































































































































