
Метки: Cura
2015-10-19
Раздел: Настройка, Новичку, Слайсеры
![]() Автор: AKDZG Просмотров: 148 769
26 комментариев
Автор: AKDZG Просмотров: 148 769
26 комментариев
Обзор основных настроек слайсера Cura
Добавлено в закладки: 14
Ссылка на страницу скачивания актуальной версии программы Cura.
Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.
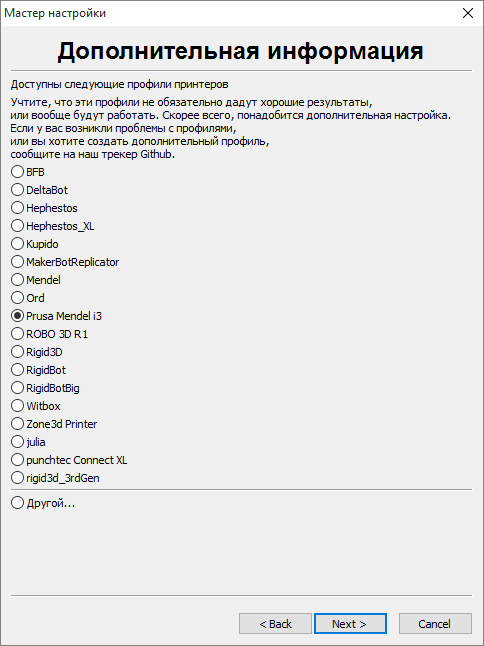
Настройки для 3D принтера Mendel90 и подобных
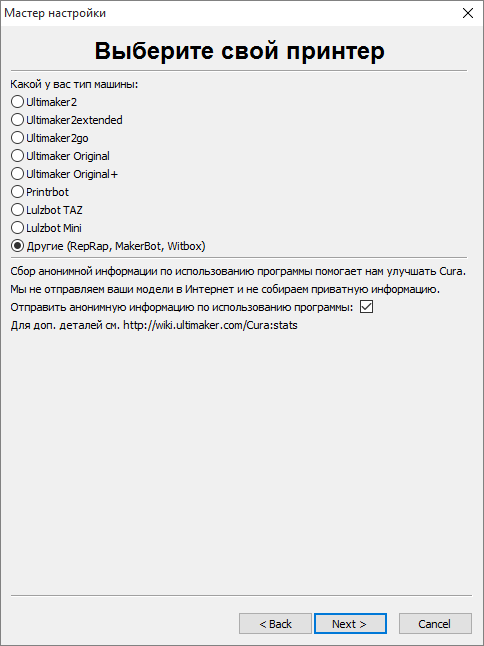
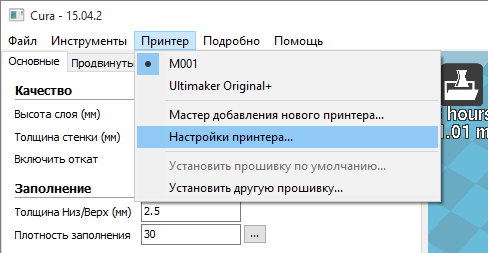
Первый запуск Cura
Выбираем свой 3D принтер
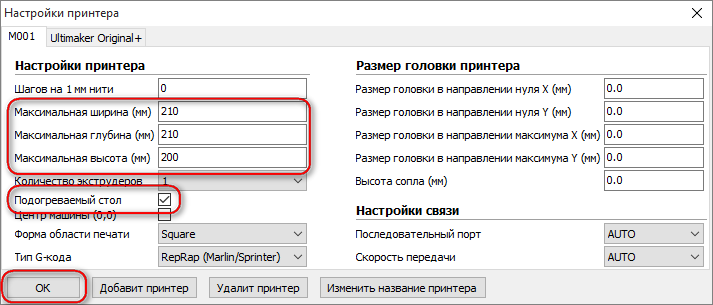
Устанавливаем габариты области печати
Настройка параметров печати
Вкладка “Основные” настройки
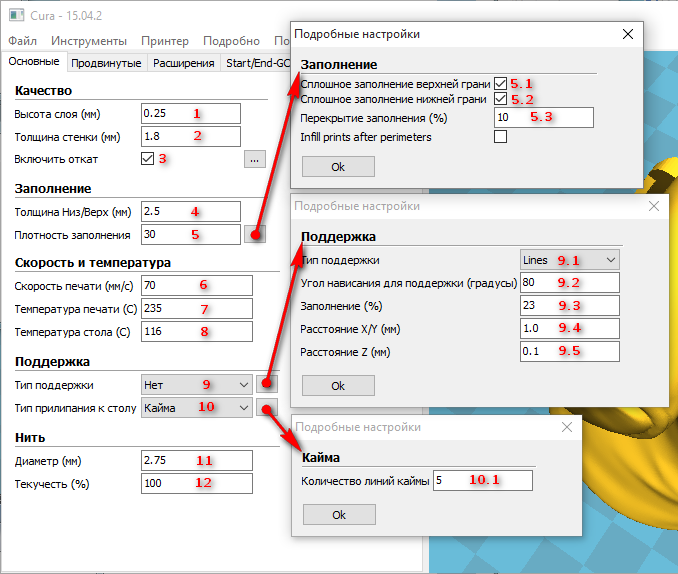
Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% – будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке “Продвинутые”.
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115C. Для PLA 70C на каптоновом скотче и 0С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
Нет – не использовать поддержку.
От поверхности – поддержка по минимуму.
Везде – поддержка по максимуму.
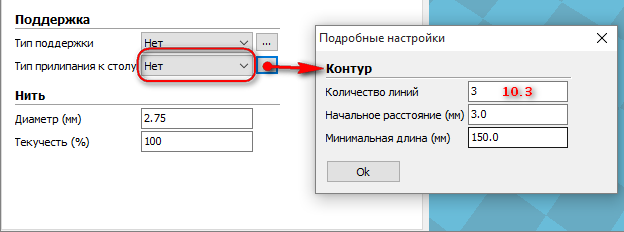
10 – Тип усиления адгезии (прилипания) к столу:
Нет – ничего. Только круги вокруг детали
Кайма – увеличение площади детали для лучшего сцепления со столом и защиты от отлипания углов. Настраивается во вкладке “Продвинутые”.
Подложка – решётчатая многослойная подложка под деталь. Используется для деталей с маленькой площадью соприкосновения со столом. Настраивается во вкладке “Продвинутые”.
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке – нужно увеличить, если деталь превращается в месиво – нужно уменьшать.
Вкладка “Продвинутые” настройки
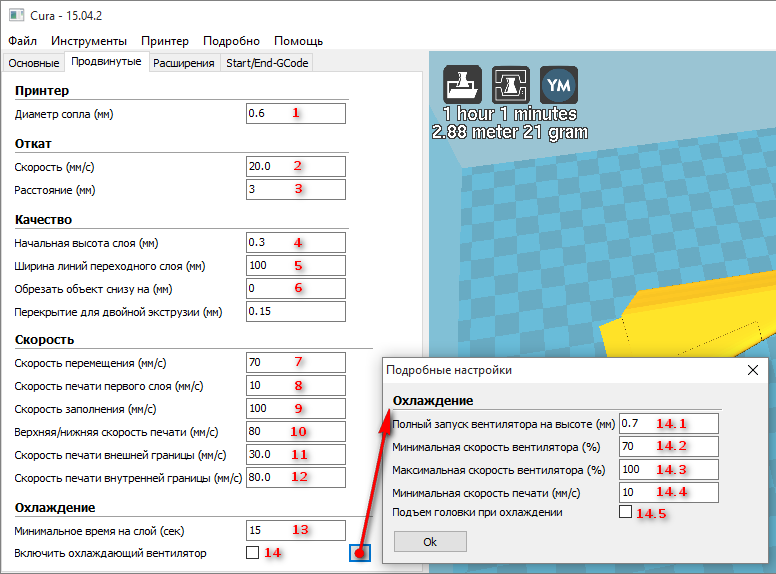
Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить – нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями – нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 – Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
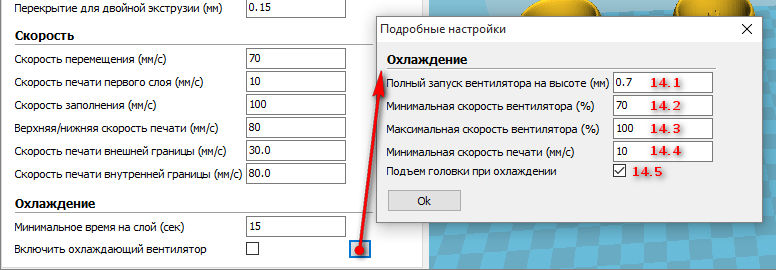
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
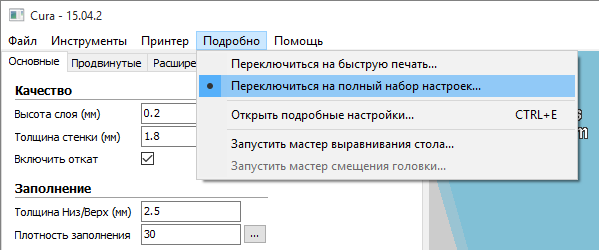
Дополнительные настройки печати
Включение дополнительных настроек
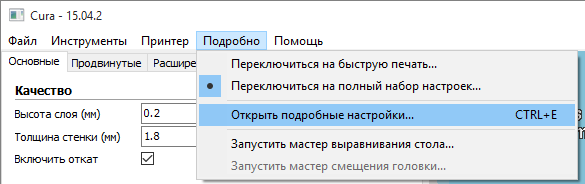
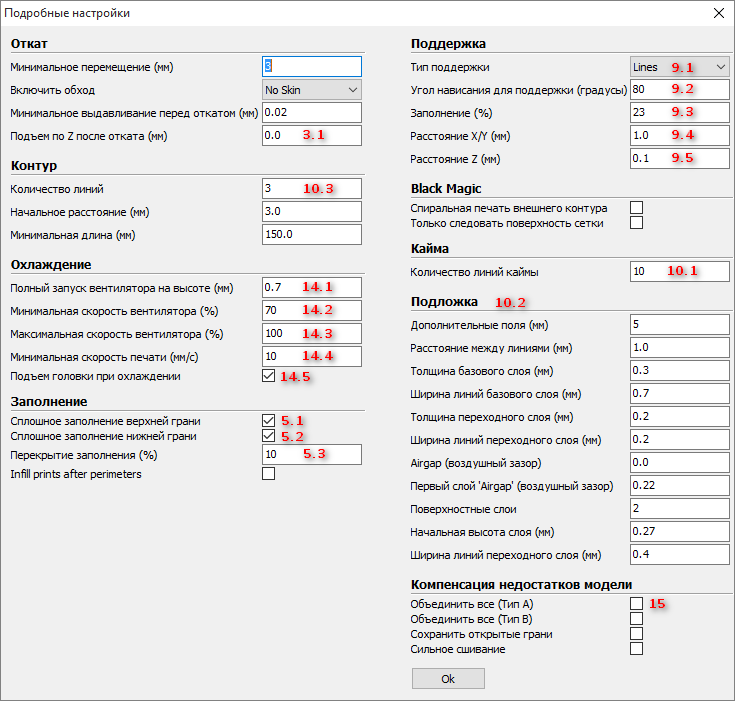
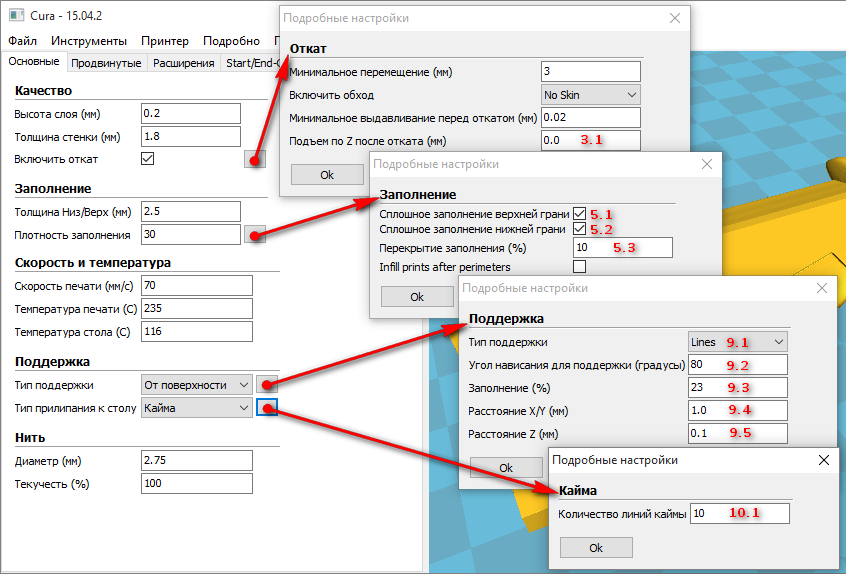
Подробные настройки
Эти же настройки появляются в мини меню вкладки “Продвинутые”
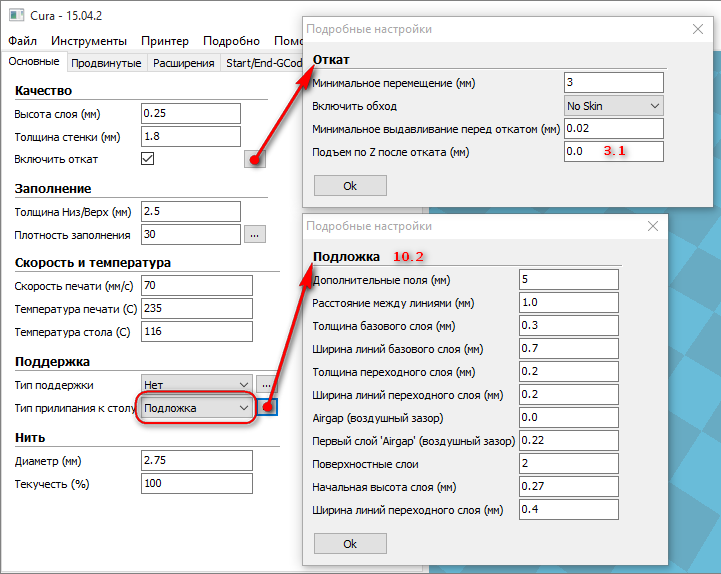
Ретракт – всасывание нити пластика
3.1 – Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
Контур (Юбка, Skirt) – выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 – Количество колец выдавливания пластика вокруг детали.
Охлаждение детали
14.1 – На какой высоте включать охлаждение детали.
14.2 – Минимальная скорость вентилятора охлаждения.
14.3 – Максимальная скорость вентилятора.
14.4 – Ограничение минимальной скорости укладки нити.
14.5 – Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройки\Охлаждение\Минимальное время на слой (сек.).
Заливка
5.1 – Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 – Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 – Структура поддержек:
Grid – решётка,
Lines – линии. Легче удаляется.
9.2 – Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 – Плотность структуры поддержек, в процентах.
9.4 – Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 – Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) – Увеличение площади соприкосновения детали и стола
10.1 – Ширина поля, в линиях нити.
Подложка (Raft) – нужен для печати деталей с маленькой площадью касания со столом
10.2 – Настройка параметров Raft
Исправление ошибок 3D модели
15 – Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке “Основные” повторяют настройки из “Подробные” настройки
Дополнительная меню на вкладке “Продвинутые” повторяет настройки из “Подробных настроек”
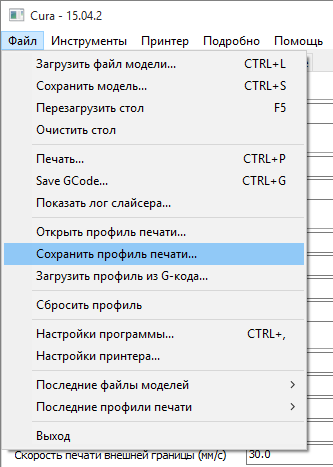
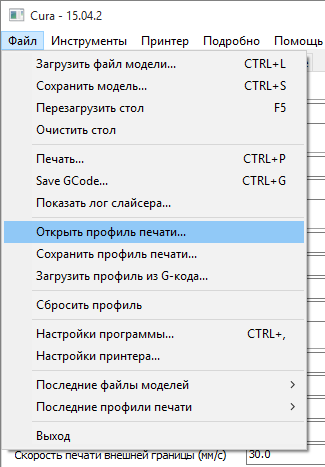
Сохранение настроек в файл и восстановление
Манипуляции на рабочем столе
Окно рабочего стола
1 – Вид детали на рабочем столе.
2 – Загрузка файла и добавление 3D модели на рабочий стол.
3 – Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 – Расчётное время печати детали.
5 – Расчётная длина прутка для этой детали.
6 – Расчётный вес детали со всеми дополнительными структурами.
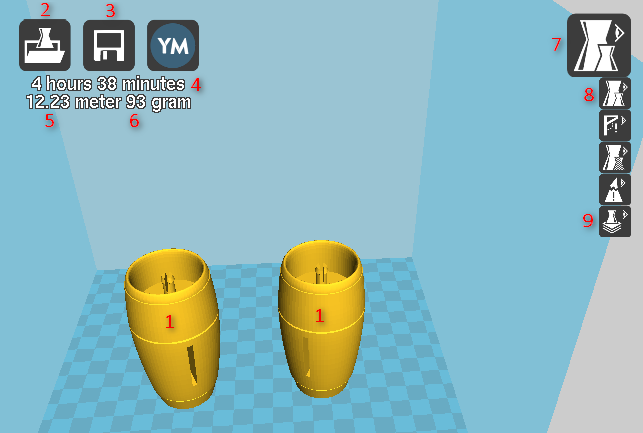
7 – Варианты просмотра детали.
8 – Просмотр загруженной 3D модели детали.
9 – Послойный просмотр детали со всеми дополнительными структурами.
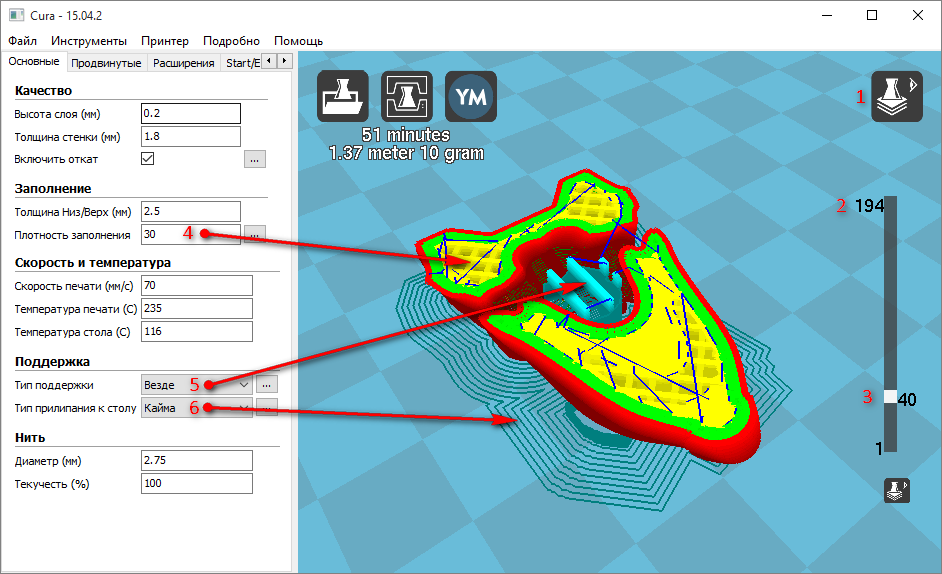
1 – Послойный просмотр детали со всеми дополнительными структурами.
2 – Общее количество слоёв детали.
3 – Просматриваемый слой.
4 – Внутренняя структура заполнения.
5 – Структура поддержек.
6 – Внешний вид юбки, со всеми настройками.
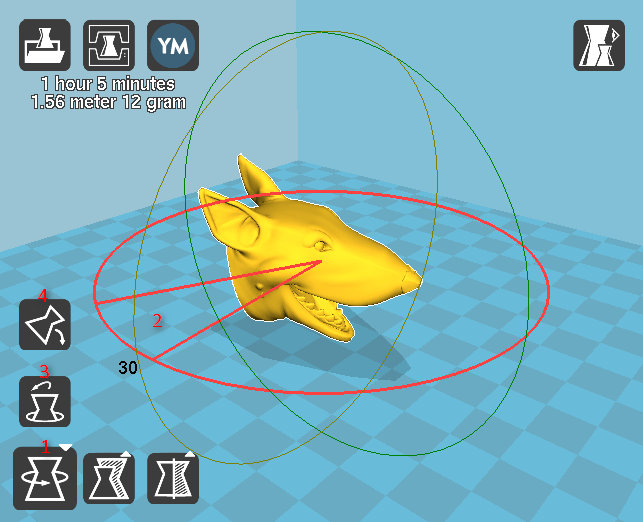
Поворот детали по осям
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 – Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 – Отображается угол поворота.
3 – Сброс в исходное положение.
4 – Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
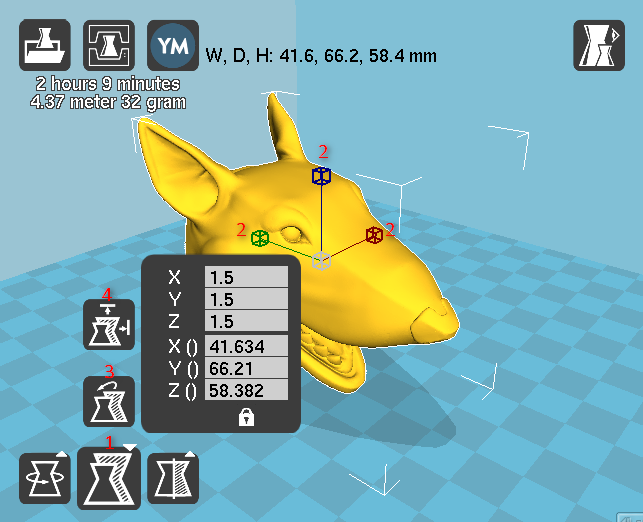
1 – Пиктограмма изменения габаритов.
2 – Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 – Сброс изменений.
4 – Максимальные габариты.
Отражение детали в плоскостях

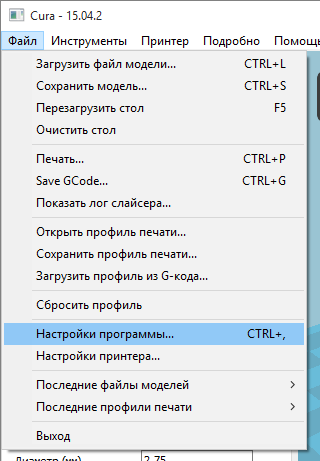
Перед печатью
Входим в настройки
Изменяем вид интерфейса
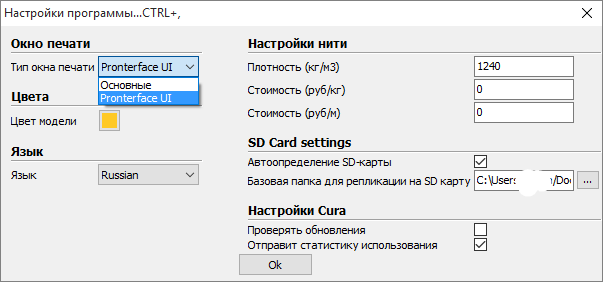
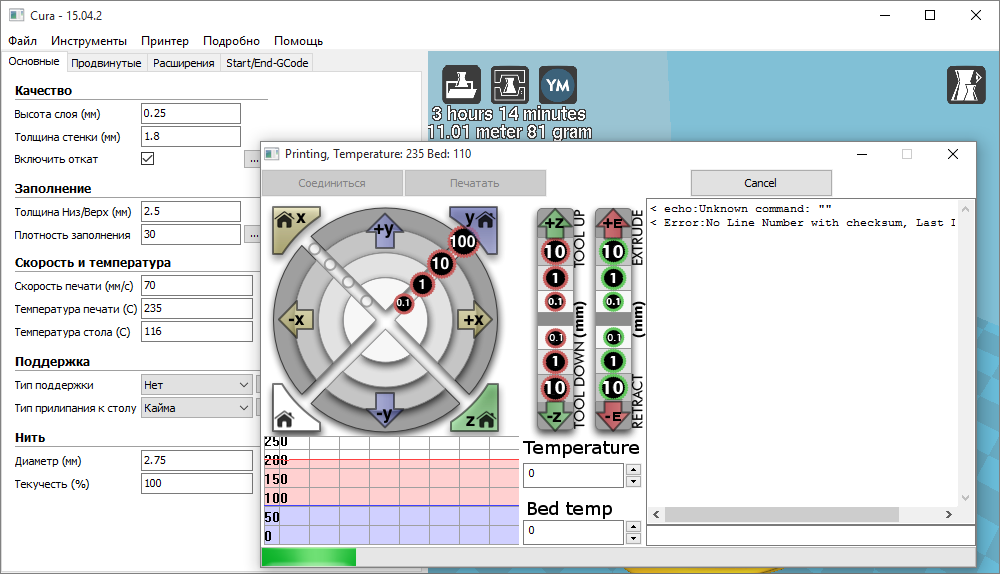
Интерфейс программы Cura в стиле программы Pronterface, во время печати.
Изменяем стартовый G-код
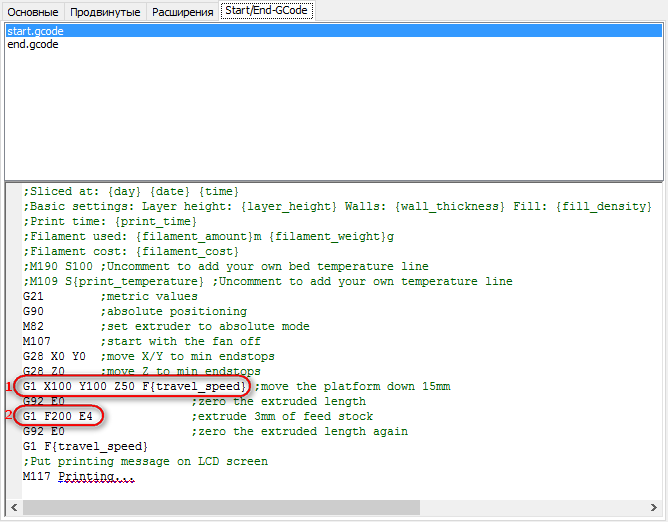
1 – Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 – Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение – выдавить, отрицательное – втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати.
Этот код вставляется в начале каждой программы.
Внимание! При некорректном закрытии Cura настройки могут сброситься.
Ссылка на обсуждение статьи на форуме
26 комментариев на «Обзор основных настроек слайсера Cura»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Первые шаги к постройке Mendel90 История моего Ultimaker Original





















































































































































Попробовал по этому мануалу начать печатать. Моделька крупная оказалась. Сохранил на карту, как только нижние слои прошли, вместо 10% заполнения пошли крупные квадраты.. да еще в пополам в стороне. Может сбой в г-коде? Отслайсил в симплифае – квадраты заполнения раза в три мельче оказались. Я подумал, может я рано карту памяти выдернул.. Но в коде был и старкод и энд код.
Я так подозреваю здесь нет опции как в симплифае, начать печатать с нужной мне высоты (например продолжить неудачно начатую печать)?
Такой опции нет. Нужно руками править G-код, используя G92.
Мне нужно чтобы модель печаталась в середине стола, почему она у меня печатается в самом низу слева около концевика Х, он постояно щелкает
А размер детали получается правильным? В настройках Куры не стоит галочка напротив Центр машины (0,0)? Ещё возможно в прошивке не правильно настроены габариты.
Перед началом печати приводи экструдер в домашнее положение, автохоум
Точно, размер уменьшен почему то. Галочки не должно быть?
Эта галочка нужна только дельта-принтерам
Какая версия рабочая? Уже две верхних попробовал – у всех ошибки
15.04.02 скачал, как в статье. Запустилась !!!
У меня нормально работает CURA 15.04.6RU
Проблема!!!

Установил прогу на ноут, принтер Anet A8. Никаких операций через программу, кроме мастера настройки рабочего стола, запустить на могу, программа не видит принтер. И нет третьей кнопки в верхнем левом ряду на рабочем столе. Переустанавливал и программу и драйвера ничего не помогает. Дайте совет. уже трое суток копаюсь, почти не спал. Устал… Помогите
Решили проблему?
нет, печатаю с карты, да оно может и к лучшему
Высота слоя печати точно зависит от диаметра сопла? Не логичней что зависит от шага винта по оси Z ?
Чем больше высота слоя, тем хуже аккуратность. Соплом 0,2 мм вы точно не будете печатать слоем 0,2 мм и шаг винта тут не спасёт ситуацию. Тут логика в форме укладываемой колбаски, или слой аккуратно плоский, или не контролируемо, так как расплав, высокий. Как шаг винта может влиять на форму укладываемой колбаски?
Спасибо! Сейчас стоит сопло 0,3. Значит печатать 0,15 или 0,075
Или любой другой высотой слоя. Мне с соплом 0,3 мм нравится слой 0,1 мм.
Пробую печатать АБС от ФД пласт, натуральным. Сделал кубик 15х15х5. Сопло 0,3 слой 0,15 заполнение 100%. Скорость 50 При печати нет сплошной заливки, видны линии и ногтем чувствуются. Текучесть стоит 115%. Куда копать не пойму… Или есть отдельная тема по дефектам печати?
Ага, есть такая тема на Форуме
Доброго времени!
Вопрос: у меня Ender 3 в начале печати рисует линию по левой стороне платформы, это в настройках Куры (не нашёл)?
Потому что в сгенерированном G-коде это присутствует:
кусок кода с головы файла:
G1 Z5.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position
G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line
G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little
G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line
G92 E0 ; Reset Extruder
G1 Z5.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
Нашёл и удалил кусок кода из “Настройки -> Параметры принтера -> Стартовый G-код” этот кусок кода:
G92 E0 ; Reset Extruder
G1 Z5.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position
G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line
G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little
G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line
У меня при печати внешнюю стенку делает без нареканий, а внутреннее заполнение не пропечатывает, сетка рыхлая и полу пустая. Как можно исправить эту проблему?
Подскажите пожалуйста, в чём может быть причина.
При печати сначала прогревается стол, затем экструдер и как только должна начаться печать сопло опускается ниже стола и упирается в него. Дальнейшие мои действия – отключаю питание у принтера…
Концевик оси Z не срабатывает.
При запуске “Home” все концевики отлично отрабатывают…
Подскажите как в Ultimaker Cura 4.12.1 установить сопло 1мм или 0.2мм? Диапазон профиля выдает от 0,25мм до 0,8мм.