2017-02-08
Раздел: 3D печать, Адгезия и деламинация, Конструирование и печать, Секреты и лайфхаки 3D печати
![]() Автор: 3d20 Просмотров: 20 153
14 комментариев
Автор: 3d20 Просмотров: 20 153
14 комментариев
Как печатать ABS без термокамеры и без деламинации
Добавлено в закладки: 0
Всем доброго! На сайте очень часто мелькают вопросы про проблемы работы с ABS-пластиком, в частности деламинацию, расслоение и прочие прелести. Совет в этом случае обычно один — делать термокамеру. Я пошел по другому пути и уже 3 года печатаю без термокамеры и деламинации. Хотите узнать как? Мой первый принтер — китайский клон MakerBot стал очень сильно напрашиваться на техобслуживание, даже на глубокую модернизацию и в процессе появилась возможность все отфотографировать. Добро пожаловать под кат за подробностями.
Мой принтер выглядит так:

Никакой термокамеры нет и никогда не было. При этом принтер стоит недалеко от двери на лоджию, на которую я ежечасно выхожу из-за старой вредной привычки (Минздрав предупреждает). Летом принтер вообще переезжает на туже самую лоджию, окна на которой постоянно приоткрыты, по причине той же привычки. Печать идет в основном ABS-пластиком, так-как экструдер цельнометаллический и PLA не воспринимает как класс. Обычные детали, напечатанные в разное время:

Детали таких размеров печатаются регулярно. Печать идет соплом 0,4 мм с высотой слоя 0,3 мм. Размер стола 15х25 см, так что размер деталей можете оценить сами. Весь секрет печати заключен в обдуве. Обдув происходит теплым воздухом. В моем случае обдув кольцевой и нагревается от нагревателя хотэнда через теплоизоляцию. Выглядит это следующим образом.
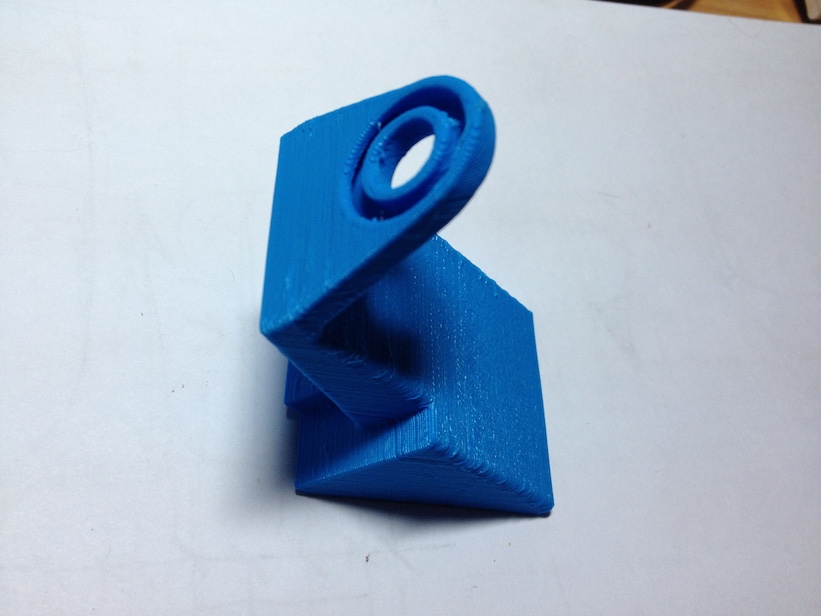
Это деталь обдува. Просьба грязными носками за качество печати не кидаться — на этих деталях отстраивал слайсеры для ЗАВа, ну и синий ABS от FDPlast — отдельная песня. Использовал его из-за высокой температуры плавления.
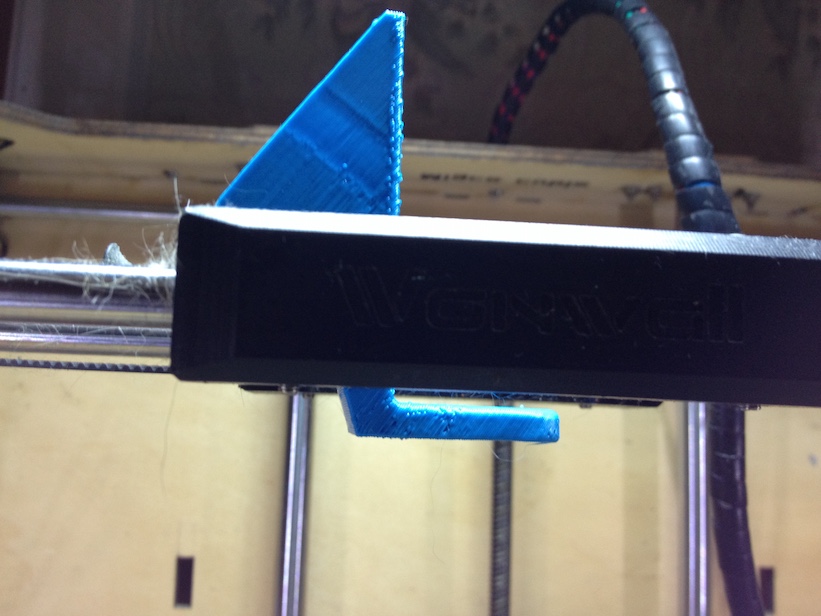
Вот так обдув размещается на портале.
Расстояние между обдувом и кубиком нагревателя небольшое, а от обдува до плоскости печати около 2-х мм.

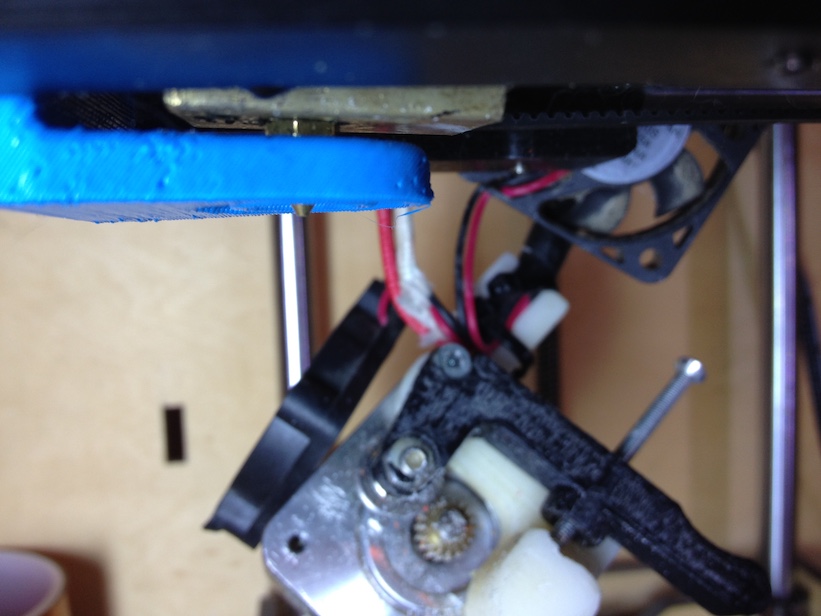
Кубик нагревателя обмотан теплоизоляцией (в моем случае лента стеклоткани на клеевой основе), которая прижимается к обдуву и передает на него тепло.
Так это выглядит сбоку.

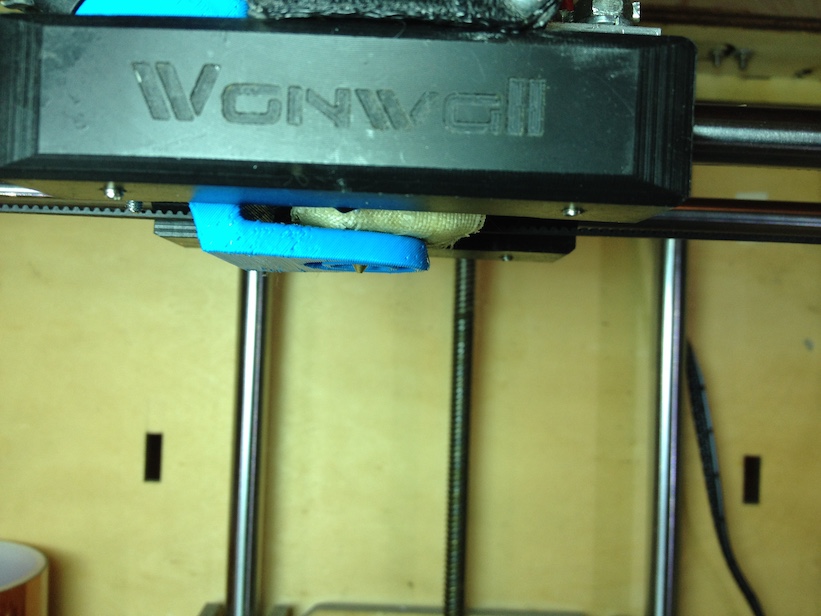
Так выглядит экструдер в сборе.
Обдув постоянный, включается вручную до начала нагрева экструдера и работает все время печати и после нее, пока экструдер не остынет. Если обдув забыть включить, то он начинает плавиться, особенно в дальней от вентилятора части. Честно говоря он подплавляется постоянно и в среднем его хватает на 3 месяца, после чего приходится менять. Надо вносить изменения в модель, но как обычно руки не доходят, тем более распечатал я их во время отладки ЗАВа на несколько лет вперед :-) Температуру воздуха на выходе не замерял, но руке сантиметрах в 5 от обдува достаточно тепло.
На этом все. Рад вашим вопросам и комментариям.
С уважением, Максим.
14 комментариев на «Как печатать ABS без термокамеры и без деламинации»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Моделирование в Blender от AKDZG Сборка принтера CoreXY из алюминиевого профиля




















































































































































Интересно. Если жестяной обдув согнуть, то его и менять не придется. Надо взять на вооружение, спасибо)
Я бы опробовал такой обдув. Жаль модельки нет
Модель выложить не проблема, но боюсь он подходит только к моему принтеру, так как экструдер у меня слегка нестандартный и неродной. А моделировать несложно. Это была первая моя серьезная модель в солидворксе – затратил 3 вечера, но с учетом того, что моделировал экструдер и портал, что бы подогнать по размерам. Солид впервые увидел за неделю до этой модели.
А если обдувать потоком от охлаждения радиатора?
На тудее в комментариях кто то показывал свою модель для e3d. Посмотрите.
Обожаю солидворкс. Потребуется некоторое время чтоб изучить основные методы построения. Но потом… масса удовольствия. На вскидку, чтоб построить в солиде эту деталь мне потребуется не больше 3 минут. Особенно радуют в солиде сборки с механическими сопряжениями- все детали легко проверяются на правильность проектирования и согласованность друг с другом. Солидворкс – правильный выбор. Поверьте, в будущем, по мере его освоения он вас не разочарует. Если не можете обходится без поверхностно моделирования и что-то сложно создать с помощью параметрического – поставьте плагин к солиду PowerSurfasing.
Начал печатать без термо камеры АБСом так ипечатаю .. отслоение схватил лишь раз когда уже в коернь обнаглел и сделал высоту слоя 0.4 с соплом 0.4 … ну так делал наметочную деталь .. да потом отлеплял а он счелкнула .. какя такая деламинация ?
Насколько я понял, обдув идет только с одной стороны? Боюсь что-то большое с тонкостенными элементами таким способом не напечатать.
Да, с одной – сверху. Вообще там кольцевой обдув. Примеры печати здесь посмотрите http://3dtoday.ru/blogs/3d20/how-to-print-abs-with-no-chambers-and-no-delamination/#191348. В комментариях есть и другие примеры.
Да, примеры не плохи. Но я так понял 10см тыква- ваша самая большая распечатка. Я вот 30 сантиметровые детали для плиточного станка печатал и столкнулся с тем, что АБС на такой длине сам по себе при остывании дает 1,5мм усадки. Высота детали тоже была не маленькая -24см. Заказчик требовал точного соблюдения размеров. Кроме всех “прелестей” в детали были пазы для речного крепежа. В общем немного помучался с точной печатью. До этой печати у меня принтер был не закрыт. Напечатать этот заказ было совершенно не возможно без доработки принтера. Пришлось закрывать принтер и… ставить вытяжной вентилятор с дополнительным термодатчиком. После этого все напечаталось. Стабильные 60 градусов в корпусе, в моем случае оказались достаточными для того чтоб остывание напечатанных слоев происходило не так стремительно, происходило хорошее сплавление слоев и не было трещин из-за тепловой деформации. А еще закрытый корпус позволил поднять скорость печати до 80мм/сек без ущерба для качества поверхности и прочности детали. Поймите правильно, я не критикую вашу не плохую задумку, просто сомневаюсь в возможности применения ее для большой печати, где термоконтроль области печати уже себя показал.Но у вашего варианта есть бесспорное преимущество над термоконтролем- мотор экструдера работает не в такой “горячей” среде. Я вот за свой начал переживать, греется нещадно.
Ну тыква – 13см :-) А вообще да, у меня поле печати 15х25, так что 30см детали мне недоступны :-( Самое длинно, что я печатал, где-то 25-27 см. Клал на платформу по диагонали. У меня все движки внутри камеры, кроме Z. Плюс ремни. Поэтому термокамеру и не хочу делать. Ну а вообще недавно сравнивал горячий обдув с холодным – попробовал печатать деталь, которую делал на старом принтере, на новом, без обдува. Один и тот же пластик, одно и то же сопло, режим печати одинаковый – но деталь разорвало по слоям.
Мое ИМХО для открытых принтеров нет ничего лучше АБС+. Если не пробовали, обязательно попробуйте плюсик. Он дороже обычного АБС, но стоит того. Вообще никаких намеков на плохое сплавление слоев. Детали выходят прочнее чем из АБС не смотря на низкие в сравнении с АБС температуры печати. И главное, нет никаких трещин вдоль слоев при “силовом” воздействии. Я уже полтора года слежу за напечатанным мною замком капота ситроена моего знакомого. Жара, морозы – пока все отлично.
воздействии. Я уже полтора года слежу за напечатанным мною замком капота ситроена моего знакомого. Жара, морозы – пока все отлично.
а модельку для зав можно попросить?
Нету у меня модельки для зава :-) обдув только под клон мэйкербота разрабатывался, на зав не делал.