Метки: Anet A6
2017-09-24
Раздел: Кит набор для сборки, Модернизация серийного принтера, Своими руками
![]() Автор: helpvits Просмотров: 17 895
4 комментария
Автор: helpvits Просмотров: 17 895
4 комментария
3D принтер + Лазерный гравер
Добавлено в закладки: 1
Сказ о том, как я делал МФУ. Иными словами Лазерный гравер из 3D принтера.
Решил я купить себе принтер, но мне показалось что потенциал ЧПУ и прелести перемещения в трехмерном пространстве будут раскрыты не полностью. В итоге попутно с принтером я прикупил себе лазер. Чисто по угарать. Что из этого вышло см ниже.
ПРИНТЕР: Купил самый доступный и бюджетный Anet A6
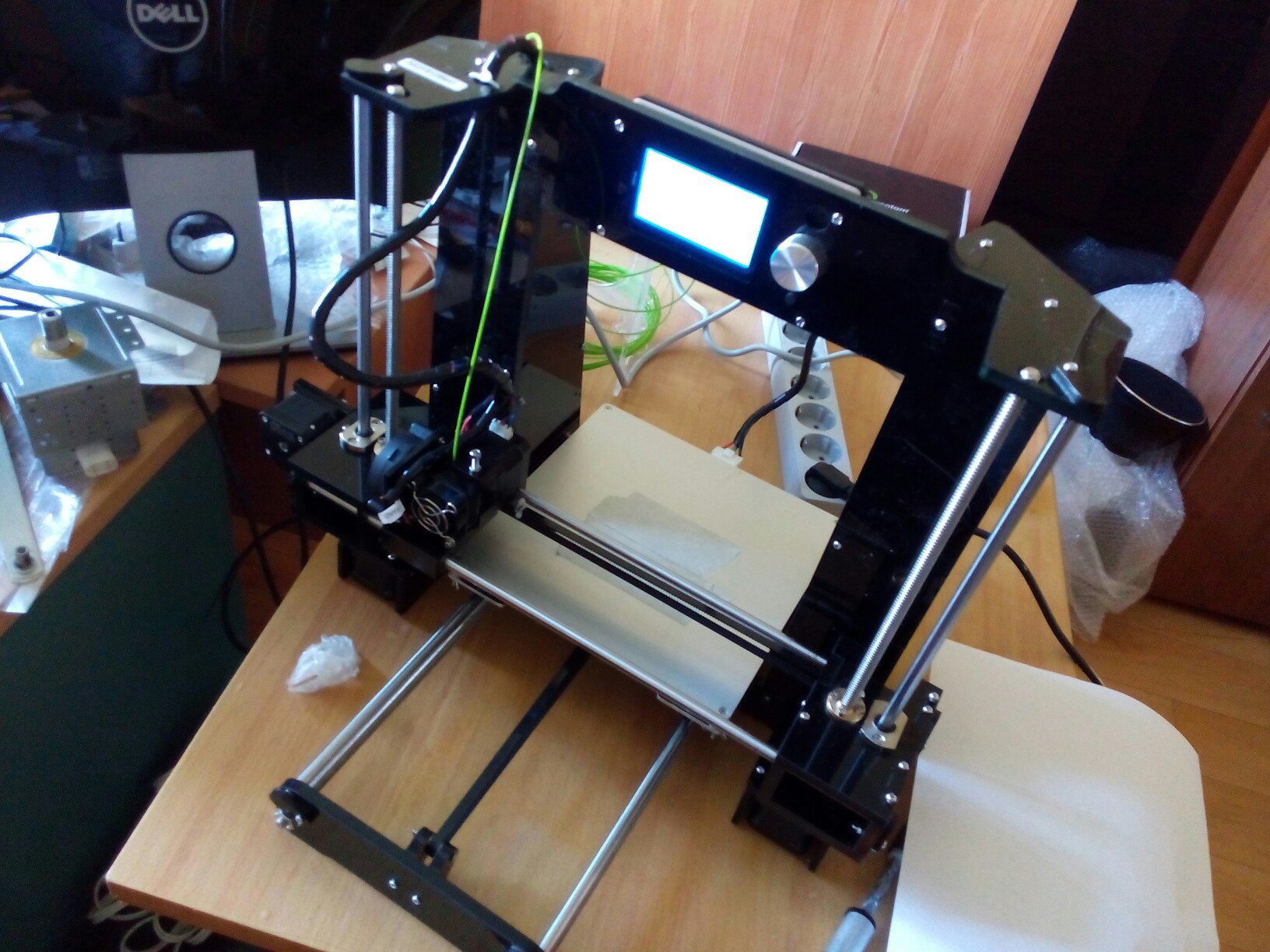
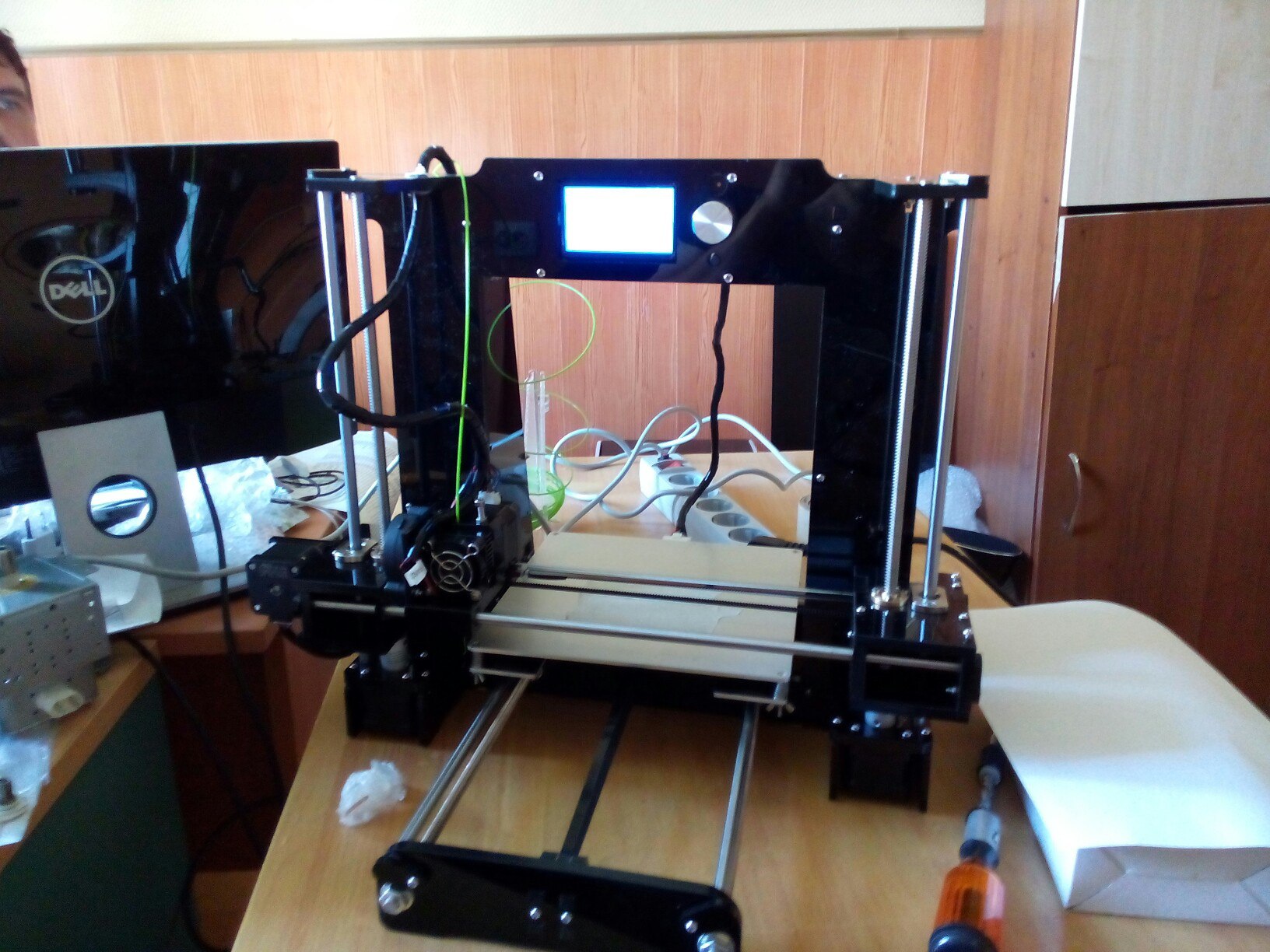
«+» – цена, меньше допиливаний по сравнению с Anet A8, сносно печатает из коробки.
«-» – материал (акрил) несущей части очень хрупкий. При должной натяжке ремней, ломается.
Как итог, конкретно по принтеру Anet A6 ряд советов, которым принебрегать я не рекомендую!
1) Сразу печатай нормальный натяжитель ремня оси Y , таких в интернете очень много. Если штатный разлетится, а он обязательно разлетится, новый напечатать будет очень трудно!
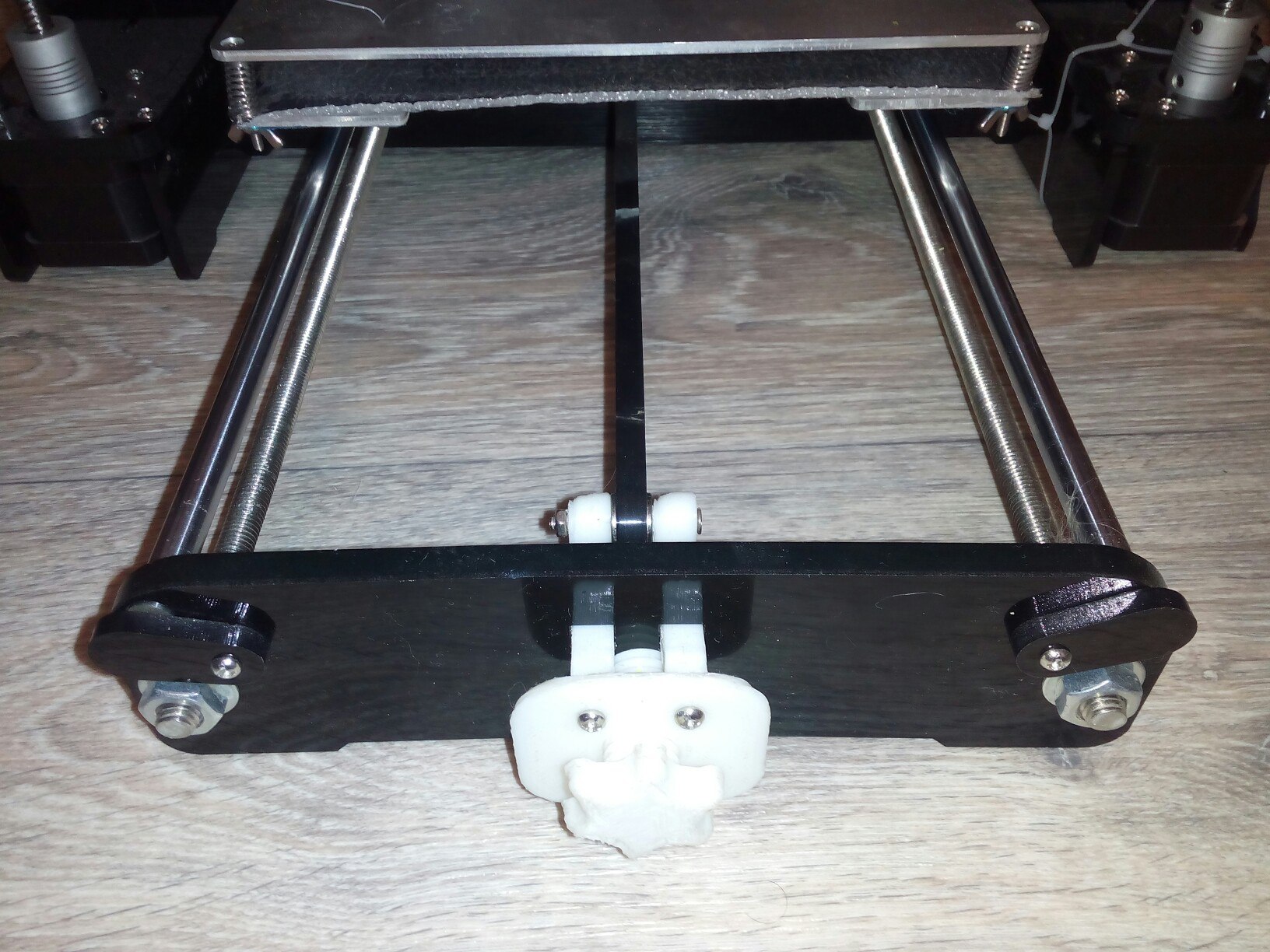
2) Сделай упор пластины, в которую этот натяжитель вставляется. (в идеале лучше прикрутить весь принтер к столешнице. Бонусом не придется каждый раз настраивать стол при переносе принтера)
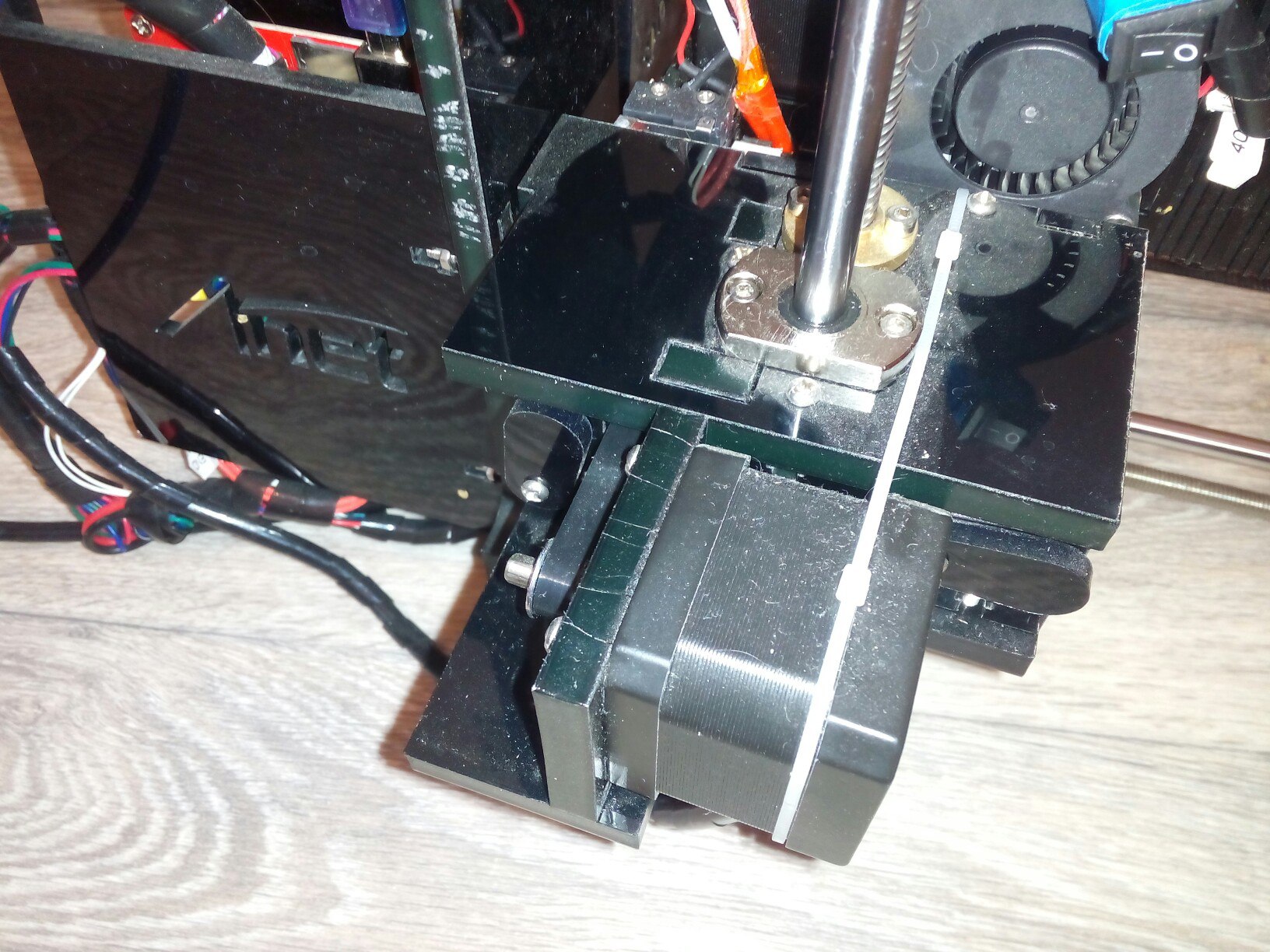
3) Двигатель оси X в противовес зацепи хомутом, иначе пластина, к которой он крепится в лучшем случае треснет, в худшем отломится.



4) Утепли стол снизу, нагреваться будет быстрее в разы!
5) Пересобери голову экструдера с нормальной термопастой, скручено все плохо, паста нанесена не везде и криво. Обязательно это сделай, иначе будешь долго выковыривать расплавленный пластик оттуда, где его быть не должно.
Замечу так же что крепление оси Z треснуло по не понятным для меня причинам, как предотвратить это я не знаю, но будьте к этому готовы.



ЛАЗЕР: Купил самый доступный лазер 5.5 W

Честно скажу, на данный момент лазер не оправдал тех ожиданий, которые я на него возлагал.
Он прекрасно подойдет для гравировки на пластике, фанере, и прочих мягких материалов. Резка бумаги, полимеров.
Для теста пробовал гравировать стекло, подкрашенное черным цветом. Итог не впечатлил, но я был удивлен тем что он вообще что-то сделал.




Для резки фанеры не пригоден, с одного прохода на малой скорости, с продувкой воздухом из компрессора, выбирает примерно 0.7 мм.
Вот рукой водил лазером по фото рамке:

Как итог вышло устройство, которое вполне не плохо печатает различные детали, можно даже позволить себе не большие коммерческие заказы. Бонусом можно гравировать и пилить тонкие предметы.
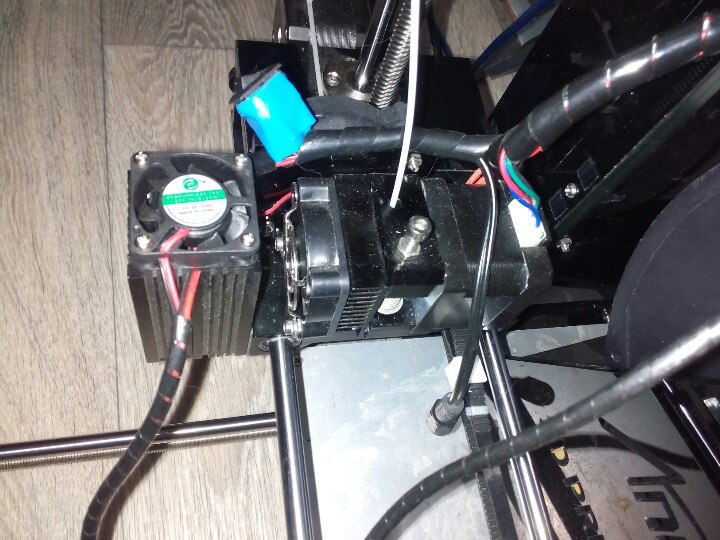
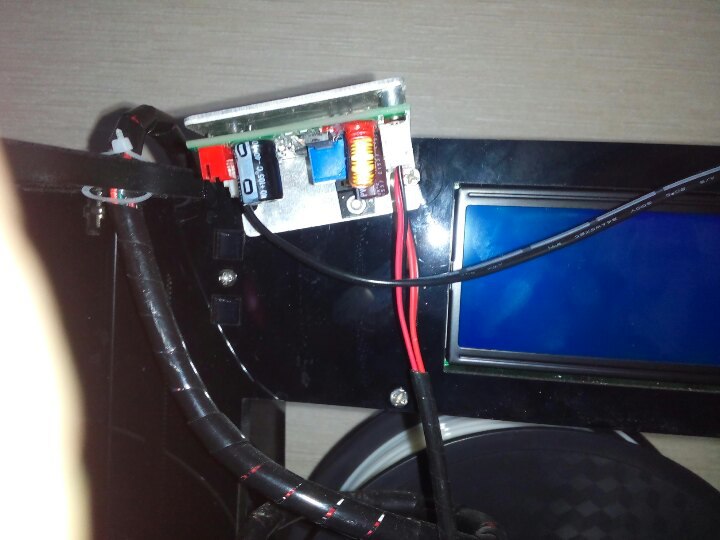
Лазерный модуль закрепил на хороший 2 сторонний скотч к торцу каретки. Плату управления под болт крепления дисплея.
Проблемы с подключением:
Как я не старался, от штатного блока лазер работать не хотел. Изначально была мысль запитать его от вентилятора охлаждения детали. Попытка была провальна и бонусом я спалил диод на схеме управления лазером. Сначала подумал, что перепутал полярность, но даже с правильной полярностью диод снова сгорел. Хотя на выходе были необходимые 12 вольт.
Взял блок от видеонаблюдения 12 вольт 3 ампера. Запитал лазер от него. У вот для управления лазером, только уже через TTL выход от вентилятора вполне сгодился.
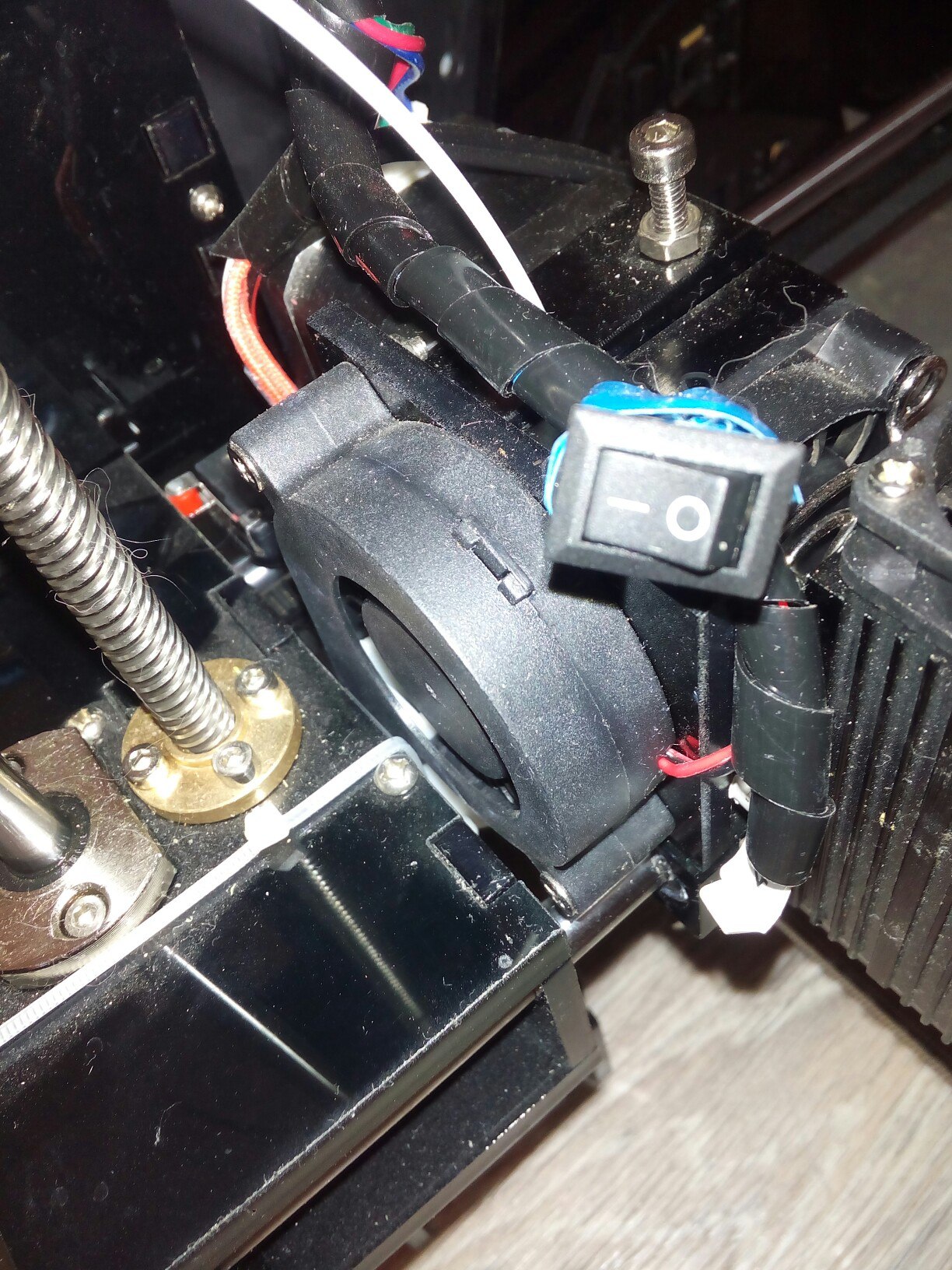
Я сделал переключатель по пути к вентилятору, что бы он или работал как лазер или как принтер.
Как скормить рисунок принтеру:
Для Inscape полно плагинов, которые переводят рисунок в G-code, который потом скармливается слайсеру вашего принтера ( вот например). Нужно только указать какой командой лазер включается и выключается (m107 и m106). В моем случае полная мощность обдува детали – выключала лазер (12 вольт на выходе), команда выключения обдува (0 вольт на выходе) включает лазер в полную мощность.
4 комментария на «3D принтер + Лазерный гравер»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Чистка сопла! Объявляем традиционный конкурс рассказов о своём 3D принтере




















































































































































Да, тоже такой принтер у меня работал 6 месяцев, но такого ужаса не было, максимум сломал крепление вентилятора обдува модели, и через пол года он начал “косить” детали, т.е. круглое стал печатать овальным, квадратное ромбом, про то что после каждой печати приходилось по 20минут настраивать зазор между соплом и столом я уже молчу, ну я уже был готов к этому, быстренько пустил его в качестве донора на CoreXY, а донор из него получился отменный и принтер тоже, так вот это я к чему, а к тому что в качестве недорого и первого знакомства с миром 3Д печати отличное и доступное начало, а дальше уже каждый сам решает что ему с этим делать.
Возможно у вас был тонкий первый слой, в слайсере настравивается отдельно. Если зазор в 0.05 мм, да, настраивать нужно. У меня первый слой 0.3 мм, прощает многие ошибки. Регулировочные винты вообще месяцами не кручу, а правую ось Z можно поправит если видно что первый слой пошел слишком тонким или отлипает. У меня в G-коде перед началом печати прописано утыкание сопла в стол, выход на нулевой уровень на некоторое время, можно предварительно подложить бумажку и проверить что она не придавлена и не болтается, операция на 5 секунд и не обязательная. Моторы отключаются можно поправить правую ось Z, и печать продолжится. Эдакий автоуровень для бедных.
А с автоуровнем и это станет ненужным, лень прошивку обновлять.
Я печатаю на Anet A6 мелкие детали, хватает с запасом. Уже 10 пустых катушек стоят от пластика. Окупился вполне. Моторы и натяжители не укреплял, ничего не трескается, возможно повезло с пластиком. Стол не выравнивал наверное с месяц, изредка перед началом печати поправляешь ось Z правую и всё, может сместится на 0.1 мм, причина в том что моторы отключают при окончании печати, и от вибрации вентиляторов головка проседает, надо поправить конечный G-код.
Поставил вентилятор на блок питания и материнскую плату, питание параллельно нагревателю головки, вентиляторы работают только когда нужны.
Купил стекло у китайцев и грелку на 200Вт силиконвую. Теперь печатаю SBS, ABS, HIPS, SBS glass (что FD Plast продает) ничего на наклеивая, только чистое стекло. С HIPS только приходится греть до 130 градусов стол. Поверхность стекла 110 по показаниям пирометра, липнет прекрасно. Но опять же у меня мелкий детали по 20-30 грамм.
Скорость печати от 20 до 60 мм/с. У каждого пластика по разному.
Про термопасту не понял, у меня ее нет нигде ))
На всякий случай заказал запасные подшипники, нагреватели, ремни, сопла. Мотор еще нужен запасной.
Лежит автоуровень, нужно обновлять прошивку, благо появилась подробная инструкция на сайте пару дней назад. Но я и без него привык уже печатать.
Ось Y одна немного кривая, видно было на ровной поверхности. Но при печати я не смог найти дефекта этого, печатает ровно. На всякий случай заказал новые.
Постепенно из запасных деталей можно новый 3D принтер собрать будет. Если собирать то другого уровня, чтобы печатал двумя пластиками и на скорости под 150 мм/с, жесткость рамы нужна выше намного.
Ну и лишнюю деталь выкинул – радиатор на экструдере. Без него даже лучше мотор стал охлаждаться, и пластик легче заменять, видно куда направлять. Обдувом деталей не пользуюсь, вентилятор обдува включаю для охлаждения модели после печати, так быстрее снять можно.
К Anet A6 вообще в целом нет претензий, печатает сразу как есть. А сейчас выложили и родную прошивку и Marlin, можно экспериментировать.
Из интересного, печатал напрямую из Cura слайсера, периодически зависал. Из Repeater Host работает намного стабильнее. Но даже если зависает, в редакторе правишь G-код, до момента зависания всё удаляем, кроме инициализации нуля и печатает далее. Картой памяти несколько раз пользовался, но потом удобнее напрямую оказалось печатать.
Кстати есть отдельный лазерный гравер, мощность лазера 5.5Вт, при 12В потребляет 2 Ампера, мне кажется это 3.5Вт реальной мощности.
Вот пример работы, надпись большая, 30 см в ширину https://www.youtube.com/watch?v=iUIKZwYYBo8
Режет сносно фанеру 4 мм, можно и 6 мм, но с компрессором за 10 проходов на скорости 200 мм. Если сделать скорость меньше, дерево начинает гореть. И первые проходы лучше последующих, так как забивается прорезь и уходит фокус.
Резал красное акриловое стекло 2 мм толщиной, скорость 20 мм, очень много токсичного дыма, даже при вытяжке неприятно работать.
Сейчас заказывают шаблоны из пленки 0.15 мм цветной, режу на скорости 150 мм и мощности 10% от максимальной. Так точнее получается, красивее рез и меньше люфты сказываются.
Из недостатков мне не нравится что луч фокусируется в широкое пятно 0.15 мм, хотелось бы 0.05 мм. Более слабые лазеры так могут, а с мощными сложнее.