2017-04-22
Раздел: Обзор
![]() Автор: alec220 Просмотров: 4 004
20 комментариев
Автор: alec220 Просмотров: 4 004
20 комментариев
Сказки о Микронах
Добавлено в закладки: 1
Читая очередной хвалебный обзор нового творения поднебесной, наткнулся на утверждении о точности печати в 10 микрон…
Итак, стандартный каленый вал 8мм, реально каленый только снаружи чуть-чуть, внутри же обычная сырая сталь, которая легко гнется при небольших даже нагрузках. По диаметру продавцы, цитируя производителей, обещают точность h6. Пока я собирал Прусы, для меня эти цифры были лишь красивой биркой. А при сборке первого ультиподобного принтера 7 из 10 валов отказались категорически лезть отверстие 688 подшипника, вот тут я и призадумался – не все так точно, как продавцы малюют! Полез в учебники, давно забытые, благо есть умная книжка интернет, где все написано, и если правильно читать, то можно найти и правду. H6 оказалось не таким уж плохим отклонением: от «0» до -0.009мм – вот этот ноль как раз в подшипник и не лезет. А 9 тысячных, конечно, вызывают большое сомнение, как их измерить. Учитывая, что по валам в Ультике не только скользят, но и они еще и крутятся, при малейшей кривизне их, голова танцует танец по непредсказуемой траектории.
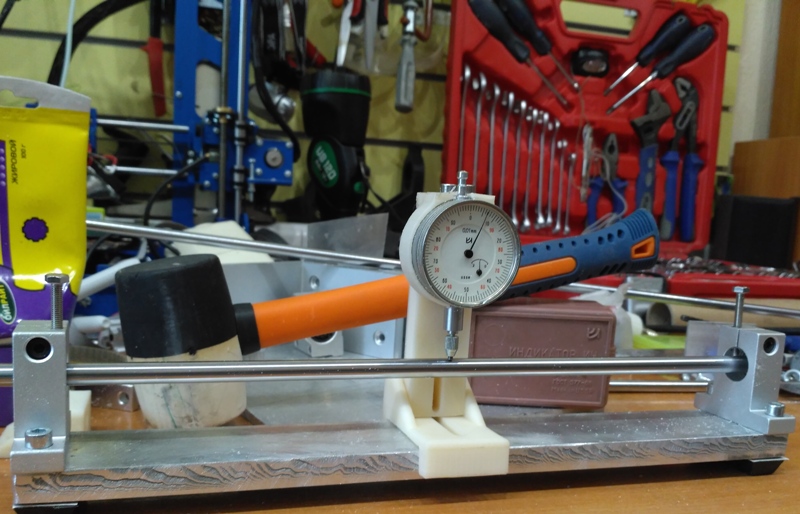
Собрал небольшое приспособление, пристроил туда часовой индикатор и некоторые, «ровные и каленые» валы раскачали стрелку аж на пол циферблата! А это 0,5мм, какие там батенька микроны! Благо у каждого слесаря всегда есть подруга – киянка, которая при правильном и ласковом подходе может направить почти любой вал на путь истинный! За 15-20 минут, при небольшом навыке, эти биения можно свести к 5-7 сотым миллиметра, а учитывая, что шариковый подшипник, в которых этот вал крутится, имеет свое биение около 0.1мм, (как показал тот же индикатор), 0.05 можно считать уже допустимой погрешностью.
Спасают немного четыре натянутых ремня, и, в общем, конструкция вроде как особо и не люфтит.
Теперь дадим небольшую нагрузку на середину этого ровного и гладкого вала – стрелка индикатора легко отклоняется на 0.5-0,7 мм!
 Отсюда следует, что если на подобную конструкцию прицепить директ голову весом в килограмм, а то и более, при двух экструдерах, мы получим ее движение по дуге от края до края… (это я вспомнил тот принтер из обзора) .
Отсюда следует, что если на подобную конструкцию прицепить директ голову весом в килограмм, а то и более, при двух экструдерах, мы получим ее движение по дуге от края до края… (это я вспомнил тот принтер из обзора) .
Все это тот самый и противный сопромат, который нам так не нравился 30 лет назад… Физика, мать наша! Супротив её законов не попрешь. Скажете все понятно – валы это плохо, а рельсы хорошо! Но не тут-то было. В каретке рельсовых направляющих стоят те же шарики и люфтит она ничуть не меньше обычного линейного подшипника на валу. В хороших каретках есть регулировка люфта, но совсем он не убирается никак.
Теперь про ось Z – тут выглядит все крепко и надежно 12мм валы, винт трапеция…. Вот только все это висит консолью на тех же шарикоподшипниках, хоть и линейных. Обычная бронзовая гайка

имеет люфт на винте весьма даже ощутимый, да куда от него денешься? Нет люфта – нет движения. ПОМ гайка ведет себя гораздо лучше, наверное за счет того, что она “мягкая”. Можно люфт, необходимый для нормального перемещения сделать на порядок меньше.

Может я в чем-то и не прав, но это реальные наблюдения. Скажете капролон не такой долговечный – конечно. Благо по Z перемещения не так велики и часты. Говорят вертикальный люфт по Z не имеет значения, ведь стол давит вниз своим весом и не прыгает туда-сюда… Еще как прыгает, особенно если вы «поддадите газу» и заставите даже почти невесомую боуден голову летать со скоростью 300мм/сек, я уж не говорю про директы с их килограммами. Безлюфтовая гайка за счет встроенной пружины сводит люфт практически к “0”


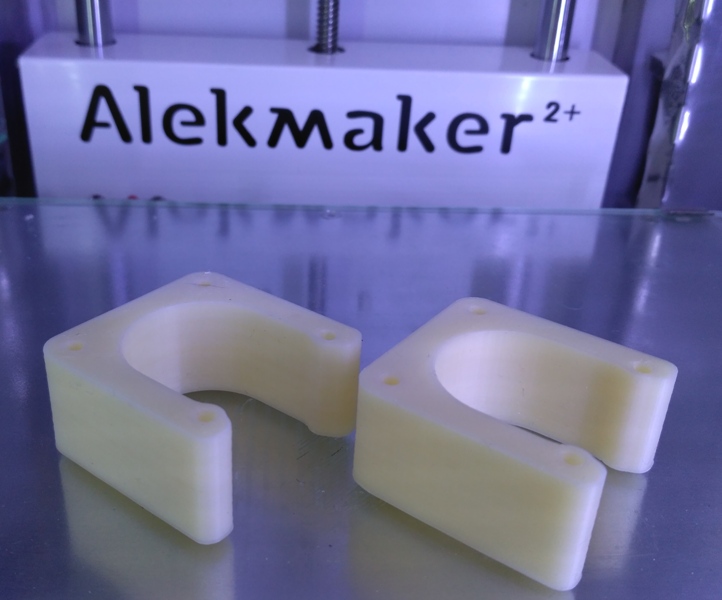
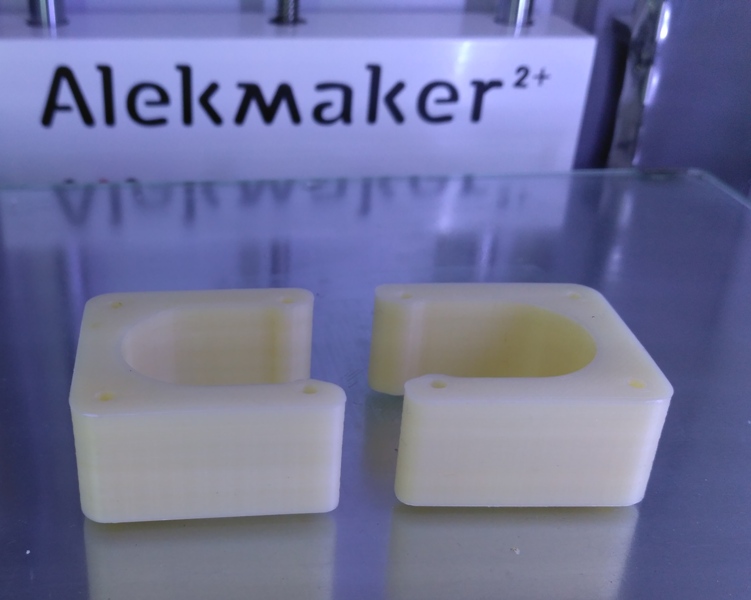
а закрепление верхнего вала винта ограничили свободу шарикам в линейных подшипниках, да и дополнительные ребра жесткости,
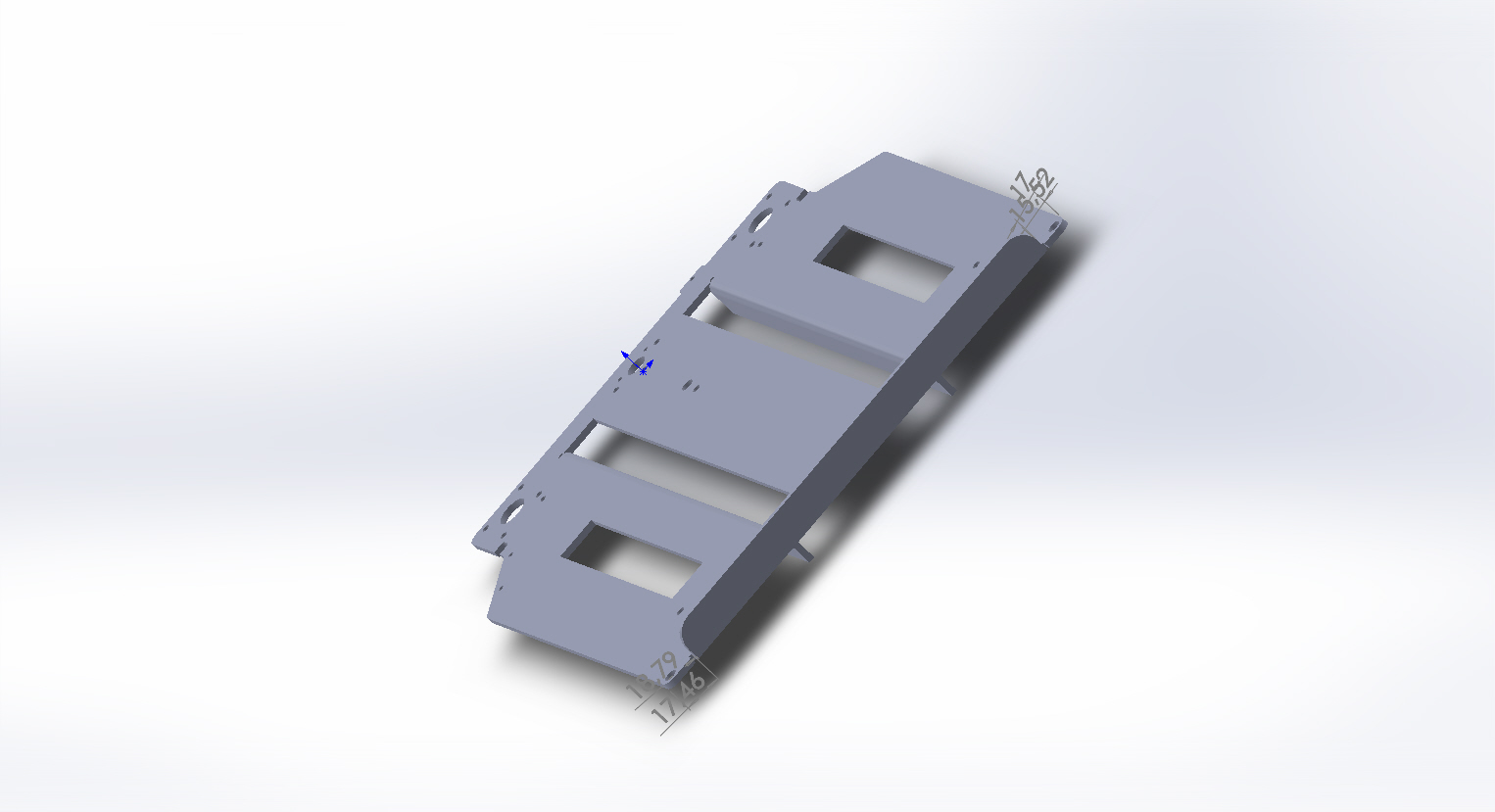
столу тоже не помешали. Все эти «меры безопасности» плюс небольшая доработка головы и экструдера (ограничил свободу боуден трубки внутри головы) дали честные 0.1 мм при печати. Конечно, я могу поставить программно и 0.02 и меньше, но смысл? Тут недавно провел эксперимент : напечатал три одинаковые детали – подставки под ШД слоем 0.1, 0.15, и 0.2 мм HIPSом и с большим трудом нашел отличие… А если нет разницы, зачем ждать дольше? Может, конечно, это и свойства пластика, но мне очень понравились достигнутые результаты.
Самое главное не какой высоты слой сможет или не сможет напечатать принтер, а с какой точностью он положит следующий слой на предыдущий! Иногда печать со слоем 0.2 на одном принтере выглядит на порядок лучше, чем со слоем о.1 или ниже на другом!
Данной статьей я ни в коем случае не хочу охаять чей-то принтер, просто делюсь своими практическими изысканиями. Я не касаюсь тут конструкции типа «я тебя слепила, из того, что было» – тут каждый сам себе палач… Я говорю здесь про заявления о микронах – если на копейку прикрутить колеса от феррари и даже если удастся туда движок от нее же вставить – она не станет суперкаром! Если хочешь ловить микроны, то лови их уже везде. Только надо учесть, что каждый пойманный микрон будет стоить вдвое дороже предыдущего. Рельсы хорошо, но на жестяном корпусе… или корпус из стали, но держащийся на трех болтах и двух капроновых стяжках… или вообще фанерно-акриловое творение… Все это, конечно печатает, иногда даже и неплохо, но речи о стабильности идти не может. Это также и относится ко всем печатным конструкциям, типа держателей валов и подшипников, на которые есть хоть какая-то нагрузка, особенно вместе с температурой.
Предела совершенства нет, к нему можно стремиться, вот только должен быть разумный предел, после которого улучшения становятся нерентабельными.
Ваш Алекмакер
20 комментариев на «Сказки о Микронах»
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.
Моделирование во FreeCAD. Резьба, шестерни, библиотеки Моделирование во FreeCAD. Воздуховод




















































































































































Я валы SKF беру и никаких биений.
посмотрел на их цену, наверное там и не должно их быть, но 22 руб/см как-то невкусно. Себя, любимого может и можно побаловать, а клиенты не поймут.
не. 8мм SKF, адекватная цена и отличное качество, а вот 6мм да, анриал какойто…
по 1 метру в cnc-tehnology беру. короткие там видимо вертикально хранятся, поэтому прямые.
Поделитесь ссылкой на адекватную цену? вы какие берете “нерж” или “альтернативная сталь” – разница в цене в три раза у них…
http://technobearing.ru/eshop1/product/pretsizionnyy-val-ljm-8-essc1-skf
http://ivilol.ru/mekhanika/napravlyayushchie/napravlyayushchiy-val-8-mm/
валы в допуске по H6, и паспорт на них есть, раньше у nioz валы того же производителя были, сейчас вроде нет.
Те же валы и остались-Румыния-Италия. Кстати Технобеаринг тоже продает те же валы вперемешку с Китаем, как у них запрашивал сертификаты.
Ну мне еще без биений практически не попадались. Часто еще диаметр не тот – в подшипник не лезут, а это уже никак не лечится.
ну это и подшипники могут быть неправильных размеров. как и китайские валы тудыть сюдыть.
Тоже был в шоке от диаметра валов, когда впервые напечатал втулки взамен “линейникам” на Прюшу. С одного конца вала втулка шла очень туго, а на другом – болталась
Валы реально разные и если есть возможность выбрать, то было бы хорошо. Например для подшипников качения LM6 6мм валы 5.96- отлично, а Ф5.92 – ложка в стакане. А если решили поставить бронзографит, то вал надо искать как минимум 5.98, а то и 6.02…
=Читая очередной хвалебный обзор нового творения поднебесной, наткнулся на утверждении о точности печати в 10 микрон”
А что, кто-то еще занимается ловлей блох?
Или точности в 0.1 мм уже стало недостаточно???
Право, смешно…
Да вот про то же я и пишу, что ловить блох пластмассовыми плоскогубцами, глупо, а заявлять, что у вас это хорошо получается – не честно…
Очень интересно, спасибо за статью) Мне еще любопытно что автор статьи думает о роликовых каретках на станочном профиле с V-слотом, как например на D-bot. Поидее профиль более устойчив к изгибам, к тому же можно организовать колесики которые можно подтянуть потуже, остается только уповать на ровность профиля?
Это в общем-то одна из ключевых фраз вашего ответа на ваш же вопрос. Осталось добавить вторую
Потуже затянете – люфта не будет, но усилие моторов не безгранично. Как показал мой личный опыт в данной конструкции (сделал я тут от скуки лазерную выжигалку) так вот чтобы убрать люфты, затянул эксцентриками колесики и мощности Nema 17 (0.9 градуса 48мм и 4.4кгс) хватило кое-как 100 мм/с таскать легкую каретку…
Так перетягивать не надо…. Эксцентриками нужно выбирать люфт.
Я на оригинальном v-slot собирал фрезер по дереву под заказ, отлично пашет на моторах 4401. Единственное не понравилось ось Z… Ее лучше собирать на рельсах, с роликами идет перекос и трапеция клинит.
Я так понимаю кроме “Соберизавода” такой профиль у нас мало кто делает? в основном Т-слот.
Ну да… да и у Соберизавода тоже угол 90 градусов не регламентирован.
Был один производитель, я у него притарил когда то несколько кусков, но они давно слились.
Они кстати его не делают а продают китайский.*NO*
Ну если вы были в Соберизаводе, то, наверное видели, что режут они профили обычной ручной циркуляркой… Хотя в принципе вполне себе 90 градусов получается. При сборке болты и гайки туда-сюда в лямене гуляют, да и какая-то дурная привычка раскручиваться (ослабевать со временем) у них есть…